Общие сведения
Этот инструмент по своему устройству отличается рядом особенностей. Именно благодаря ним есть возможность гнуть трубы, в том числе металлические, без особых проблем, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Подобное оборудование подразделяется на несколько видов:
- ручные трубогибы;
- трубогибы гидравлические. Модели данного типа тоже можно отнести к категории ручного инструментария;
- дорновые;
- пружинные.
Но существуют устройства и другого исполнения:
- электромеханические;
- сегментные;
- арбалетные.
Всем вышеуказанным инструментам присущи положительные и отрицательные качества, но каждый из них позволяет без значительных физических усилий и за короткое время выполнить гибку металлического трубного изделия с круглым сечением.
Самый простой вариант – зайти в ближайший специализированный магазин, в ассортименте которого присутствуют приспособления такого типа. Но человеку, имеющему опыт в изготовлении своими руками самых разнообразных устройств, под силу будет создать ручной трубогиб в домашних условиях.
Можно приобрести инструмент заводского исполнения, но вполне реально собрать его самостоятельно из подручных материалов
Предназначение и область применения
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.
Область применения:
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
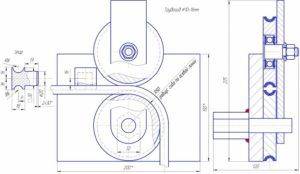
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.








Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Виды трубогибов
Существует три вида станков для сгибания труб, которые различаются по типу привода. К ним относятся:
- Ручной трубогиб для профильной трубы. Применяется дли гибки дуг, колец. Вес установки до 65 кг. Для расширения функционала, на ручной инструмент устанавливаются оправки.
- Электрический трубогиб для профильных труб. Применяются модели с электроприводом на промышленных предприятиях. Позволяет сгибать трубы разного сечения. Это могут быть квадратные, цилиндрические изделия.
- Гидравлический трубогиб. Это мощные и производительные модели. Используются для изготовления газо-, трубопроводов.
Разделение по массе и размеру:
- Переносные модели. Отличаются малой массой, мелкими габаритами. Чаще всего это ручные агрегаты.
- Стационарные установки. Применяются для серийного выполнения технологических процессов на крупных предприятиях.
База данных
MechaniCS 4.0 использует независимую от графической платформы базу данных интеллектуальных объектов. При работе в 2D (AutoCAD) или 3D (Autodesk Inventor Series — AIS) инструменты проектирования и технология работы с программой остаются неизменными. Детали MechaniCS, созданные в AutoCAD, можно открывать в Autodesk Inventor как трехмерные объекты. Все детали базы данных имеют предустановленные сборочные зависимости и автоматически определяют свою точку вставки и номинал при их размещении в сборочный чертеж.
Для создания пользовательских объектов применяется встроенный параметризатор MechWizard .
Используемые инструменты
Существует несколько способов, как резать трубу, для этого применяют строительный и промышленный инструмент для обработки металла. Из всех видов только болгарка позволяет получить криволинейные поверхности без дальнейшей обработки с наиболее близким расположением кромок.
Для индивидуального использования
Для резки стальных труб в домашнем хозяйстве используется следующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровного прямого угла среза за счет режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов или их ряда, закрепленных на цепи. В быту подобные устройства встречаются довольно редко и более подходят для профессионального выполнения работ.
Как подготовить трубы
Чтобы получить на гидравлическом трубогибе качественный результат, потребуется немного математики
Нужно принимать во внимание то, что такое достаточно мощное устройство способно повредить трубы. Касается это, прежде всего, изделий, характеризующихся следующим соотношением:
Sст/Dвн < 0,06 ,
где: Sст. – толщина стенки; Dвн.- внешний диаметр.
Например, для трубы 20 миллиметров со стенкой толщиной 2 миллиметра, это показатель равен 0,1,что вполне приемлемо. А вот такая же по диаметру тонкостенная (1 мм) труба по этому условию не подходит, поскольку соотношение равно 0,05. Если использовать ручной гидравлический трубогиб, без переломов и замятий стенок такого трубного изделия не обойдётся. Избежать этих неприятностей позволит набивка до краёв сухим и чистым песком с запаиванием трубы с обеих сторон.

Чтобы предотвратить заломы на тонкостенной трубе, ее набивают песком
И ещё один момент. Допустим, под предполагаемую к гибке заготовку у вас нет сегмента нужного размера, зато таковые имеются под большие диаметры. Решить данную проблему поможет установка дополнительной мягкой медной или алюминиевой вставки между сегментом и трубой. Её толщина вычисляется по следующей формуле:
Sвст = (Dпр.с.—Dт)/2 ,
где: Sвст. – толщина вставки; Dпр.с – диаметр проточки сегмента; Dт. — диаметр трубы.
Рассмотрим следующий пример. В наличии имеется сегмент, рассчитанный на трубы с сечением 26 мм, а устанавливаемая в трубогибочный ручной станок заготовка имеет диаметр 18 мм. Подставив в формулу эти данные, получим, что толщина пластины должна быть (26-18)/2 миллиметра.
Для ручных гидравлических трубогибов существуют также ограничения по минимально допустимому радиусу гибки – 4 диаметра трубы. То есть трубное изделие диаметром 20 миллиметров можно гнуть на минимальный радиус 80 миллиметров.
Особенности, применение и виды
Трубогиб для профильной трубы отличается от обычного станка для изгибания труб. Это связано со стойкостью профиля к изгибающим нагрузкам, а также необходимым радиусом изгиба. Поэтому конструкция должна иметь три ролика, два из которых должны быть расположены в постоянных местах, а один оставаться подвижным. Подвижный ролик позволяет изменять радиус гибки профильных труб.
Такая конструкция должна быть рассчитана на определенные размеры заготовок, материалы профильной трубы, необходимые усилия. При изготовлении станка необязательно делать его универсальным. Рекомендуется определить целевое назначение трубогиба, и изготовить его на основе этих показателей.








По типу привода устройства разделяются на такие виды:
- Гидравлические. Такие трубогибы могут быть ручными и стационарными. Использование таких устройств позволяет изгибать детали, диаметр которых не превышает 8 см. Такие трубогибы активно используются на производствах.
- Электромеханические. Могут использоваться для работы с любыми видами и диаметрами профильной трубы. Такие устройства оборудованы электроникой, которая помогает точно рассчитать угол изгиба и необходимые усилия нажатия.
- Ручные. Применяются для гибки конструкций небольшого диаметра.
По способу изгиба конструкции разделяются на такие виды:
- Сегментные. Оснащаются особым механизмом, который дает возможность протаскивать и при этом перегибать трубу под необходимым углом.
- Арбалетного типа. Является особым изгибающим элементом.
- Пружинные конструкции. Такие механизмы оснащаются пружинами. С их помощью можно гнуть не только профильные трубы, но и пластиковые конструкции.
Вне зависимости от вида, трубогибы позволяют наиболее качественно и аккуратно изогнуть профильные трубы под нужным углом. Это самый надежный способ создания конструкций сложной формы. Другие методы изготовления сложных конструкций из профильной трубы и их недостатки:
- Болты и винты. Такое соединение не всегда способно обеспечить необходимый показатель надежности конструкции. К тому же вибрационные нагрузки способствуют быстрому разрушению таких соединений.
- Сварка. Такой метод соединения оказывает чрезмерное тепловое воздействие на материал, разрушая его структуру. Поэтому для надежного соединения профильной трубы с помощью сварки требуются услуги профессионального мастера.
- Клеевые соединения. Обладают невысокой стойкостью к механическим нагрузкам.
Устранить перечисленные недостатки различных методов соединения профильной трубы в сложные конструкции можно при сгибании заготовки необходимым образом. При этом необходимо точно дозировать скорость сгибания и механические нагрузки. Для этого лучше всего использовать специальный трубогиб, изготовить который можно и самостоятельно.
 Чертеж изделия
Чертеж изделия
Изготовление трубогиба с прижимным роликом
Более сложными приспособлениями являются ручные механизмы с прижимными колесиками. Они бывают деревянными или металлическими в зависимости от обрабатываемого материала. Деревянные гибщики позволяют работать с медными трубами, металлические – со стальными. Технология изготовления приборов следующая:
 Чертеж трубогиба с прижимным роликом
Чертеж трубогиба с прижимным роликом
- Каркас делается из прочной многослойной древесной плиты, досок, металла или листовой стали. Выбор зависит от планируемой нагрузки.
- Конструкция состоит из двух вертикальных полос у основания – стоек, предназначенных для неподвижного колеса.
- На основание надежно фиксируют П-образный металлический роликодержатель. В процессе обработки он должен свободно вращаться вокруг оси главного колеса.
- На держатель монтируют роликовые устройства и рукоятку, выполняющую функцию рычага. Ее длина определяет усилие, которое можно приложить.
- Рычаг делается из толстых металлических полос.
- Используемые роликовые детали двух видов – прижимного и неподвижного. Они вытачиваются с помощью токарного станка.
Таблица 1
| Наименование | Аксонометрическая схема | Изометрический чертеж |
| Отображение чертежа | ||
| Расположение осей | ||
| Отображение трубопровода на чертеже | ||
| Трубы | Отображается условная труба (отрезки труб в трубной сборке не показываются) | Отображаются все трубы как отдельные изделия |
| Арматура | Да | Да |
| Соединения (сварные швы, резьба, фланцы, раструбы и т.д.) | Отображаются лишь основные соединения | Отображаются все соединения, в том числе сварные швы между трубами |
| Фланцы | Да (без специфицирования) | Да |
| Прокладки (фланцевое соединение) | Нет | Учитываются в спецификации, обозначение размещается на чертеже |
| Фланцы | Да (без специфицирования) | Да |
| Болтовое соединение | Нет | Учитываются в спецификации, обозначение размещается на чертеже |
| Маркировка позиции на чертеже | ||
| Маркировка основных изделий и деталей по спецификации | Да | Да |
| Маркировка опор | Нет | Да |
| Маркировка сварных швов | Нет | Да |
| Маркировка прокладок и крепежа фланцевых соединений | Нет | Да |
| Маркировка труб (по длинам) | Нет | Да |
| Отображение спецификации на чертеже | ||
| Спецификация по форме 1 ГОСТ 21.104−79 | Да | Да |
| Детальная спецификация с учетом крепежа, опор, сварных соединений | Нет | Да |
| Разбиение спецификации по месту монтажа (цех, площадка) | Нет | Да (при необходимости) |
| Таблица сварки | Нет | Да |
| Таблица резки труб | Нет | Да |
Изометрический чертеж сложнее в исполнении и требует большей квалификации проектировщика. Для решения этой проблемы используются автоматизированные рабочие места на основе программы I-Sketch, которая позволяет многократно повысить эффективность работы и получить чертежи отличного качества.
Обкаточные или роликовые устройства и их особенности
Конструктивно обкаточный станок напоминает советский закаточный ключ для банок. Состоит приспособление из двух круглых роликов, один из которых закреплен неподвижно, а второй перемещается по вокруг него, обеспечивая при этом изгиб труб и профиля. Обкаточным такой тип оснастки называется по конструктивным соображениям, так как процесс деформации материала обеспечивается за счет обкатки.
Сделать станок такого типа не трудно, и для этого понадобится минимум материалов, найти которые можно в гараже. Для изготовления понадобятся два подшипника, а также сооружение прижимного механизма для фиксации трубы в одной точке. Чертеж обкаточного трубогиба представлен на фото ниже.
Изготовление изделия
Практически все вышеуказанные приспособления предназначены для загиба круглых труб. К примеру, на крюках не получится выполнить загиб заготовки квадратной формы. Для этих целей применяется роликовый трубогиб для профильного металлопроката. Если внимательно изучить простую технологию сборки, то вполне можно соорудить практичный и удобный станок. Из материалов потребуется:
- 3 вала;
- металлический профилированный каркас;
- ролики;
- домкрат.
Инструкция для сборки:
- Из металлических профилей делается каркас, поэтому не обойтись без сварочных работ. Устройство должно прочно закрепляться на столешнице, следовательно, внизу рамы с помощью сварки фиксируются крепежи. Между верхними и нижними валами будут монтироваться две опоры по вертикали: с выбранной одной стороны или в середине. На том участке, где опора отсутствует, будет закрепляться валик с профилем, он должен быть зафиксирован на болты. Для поднятия механизма используется домкрат.
- В той части каркаса, которая будет сдвигаться, необходимо приварить валы. Они размещаются по обе стороны: справа и слева. Для третьего прижимного вала изготавливаются специальные опоры. Его также следует прихватить.
- На этом этапе сооружается стальная ручка. Она фиксируется к прижимному валу с помощью сварки.
- Чтобы в процессе работы сгибаемое изделие не соскакивало, следует прихватить вертикальные ролики и валы, которые должны находиться между прижимным и боковым валом. При работе, труба будет пропускаться через колесо и тонкий вал — это сохранит устойчивость и предотвратит сдвиг профильного изделия.
- В конце работы закрепляется домкрат под смещающуюся часть профиля. Инструмент можно использовать любой — обыкновенный реечный или гидравлический цилиндрический. Для удобства, деталь закрепляется на раме.
Как изготовить трубогиб для круглых труб с гидравлическим приводом
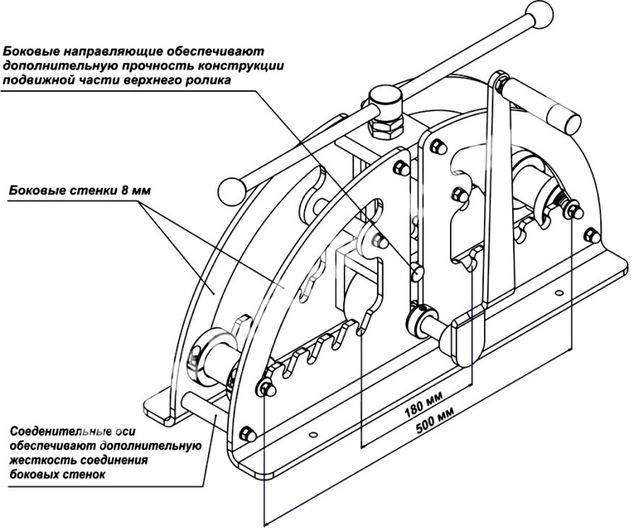
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься об изготовлении более сложного гидравлического трубогиба. С его помощью при гибке труб можно будет снизить затраты физических сил, ведь нагрузка придется на гидравлический домкрат.
На этапе составления чертежа устройства нужно предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной в 25 мм. Кроме того, для боковин понадобится листовое железо толщиной 10 мм с высверленными отверстиями для фиксации опор.
В качестве опоры используют трубку соответствующего диаметра, в которую нужно будет приварить болт сечением 18 мм. По центру опоры будет расположено полукруглое отверстие, что также нужно отразить на чертеже. В эту выемку должна будет упираться заготовка, которую будут сгибать на гидравлическом ручном трубогибе.
Для создания пуансона потребуется листовой металл 4 мм толщины, из которого нужно будет вырезать полукруглые заготовки. Радиус этих деталей должен соответствовать планируемому радиусу сгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одну из частей загибают по форме пластин-заготовок, а после – все детали сваривают. Для дополнительной прочности пуансона в гидравлическом трубогибе, внутри него приваривают перемычки, обеспечивающие ребра жесткости.
В центральной части платформы приваривают трубку. Ее назначение – упор для гидравлического привода, которым служит домкрат. Все это нужно обязательно проработать и предусмотреть в чертеже, согласно которому будет производиться сборка гидравлического трубогиба. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих, имеющих нужные параметры. При этом ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной тип ручного трубогиба не так уж сложно. Тем более что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение, чтобы изготовить самостоятельно необходимый в хозяйстве инструмент.
Устройство самодельного трубогиба Самодельный трубогиб для профильных труб Гидравлический трубогиб с электроприводом Сгибание труб без применения трубогиба
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её.
Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.







Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.