Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Пайка полипропиленовых труб своими руками: подготовительные работы
Необходимо тщательно следить за размерами отрезков труб, перед соединением их между собой. Для этого предварительно сделать схему водопроводной разметки с замерами длины труб. В дальнейшем, при чистовой сборке водопровода необходимо учитывать, что при нагревании в сварочном аппарате труба чуточку укорачивается, примерно на 1-1,2 мм. Учитывайте изменение длины трубы при соединении с фитингом.
Соединения трубы и фитинга необходимо выполнять аккуратно. Целесообразно использовать в работе инструменты повышающие точность и аккуратность выполненной работы – отвесы, линейки, угольники и другие. Еще один прием, используемый при соединении – это ориентация на продольную линию, используемую для разметки труб или сделанные мастером при подгонке труб.
Внимательно следите за внешним видом стыков трубы и фитинга. При нагревании соединяемых концов на некотором расстоянии от конца трубы образуется кольцо
Важно чтобы размер его был одинаковым на всех соединениях. Новичкам рекомендую измерить глубину раструбной части насадки к сварочному аппарату
Для сварки трубы диаметром 20 мм на трубе делать отметку на расстоянии 15 мм от края трубы. Этот прием позволяет делать аккуратные, единообразные соединения.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Сварка пластиковых труб своими руками Узнайте, как выполняется сварка пластиковых труб своими руками. Подробное руководство по подготовке и проведению работы. Фото + видео.





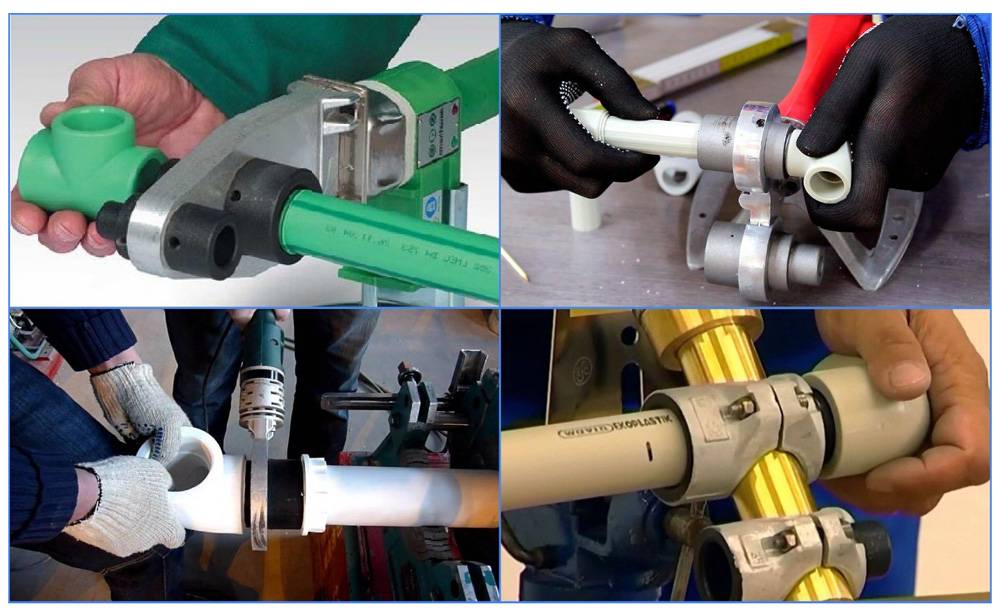
Процесс пайки полипропиленовых труб своими руками
Соединение простых труб чуть отличается от паяния армированных труб. Вначале о пайке обычных толстостенных труб.
Выберете подходящие насадки, установите их на паяльник. Следите за прочностью соединения насадки. Плохо закрепленные насадка мешает работать, приводит к быстрой поломке аппарата. Включите паяльник, установите необходимую температуру нагрева. Ориентируйтесь по таблице, приложенной к аппарату, в которой указаны оптимальные температуры для видов труб. После достижения необходимой температуры, на всех аппаратах имеются индикаторы готовности. Далее взять фитинг и отрезок трубы, которые необходимо соединить между собой.
- Вставьте фитинг в насадку для нагрева с внутренней стороны;
- Вденьте трубу в насадку для нагрева наружной стороны трубы;
- Отсчитайте время нагревания, примерно, либо по встроенному таймеру.


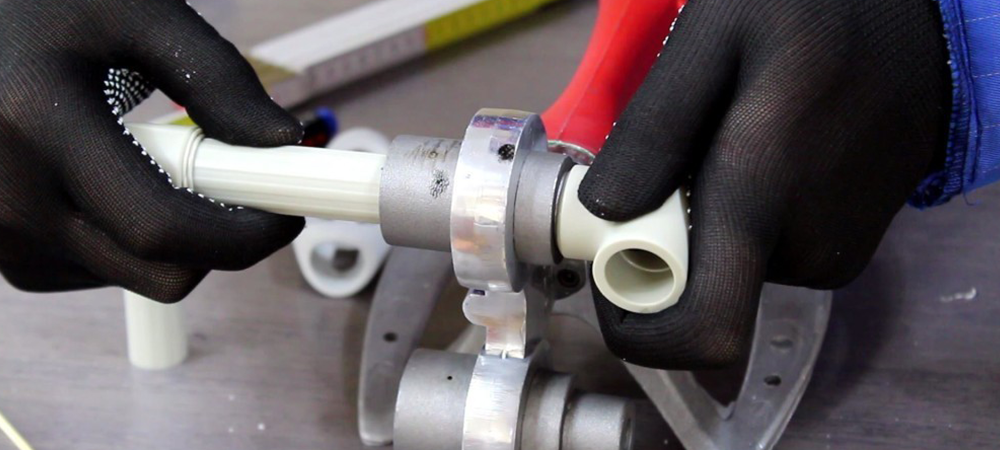
Процесс нагревания и последующего соединения трубы и фитинга
Далее необходимо вынуть нагретые части и соединить их вставив трубу в фитинг. В течение нескольких секунд возможно исправить ось трубы и фитинга.
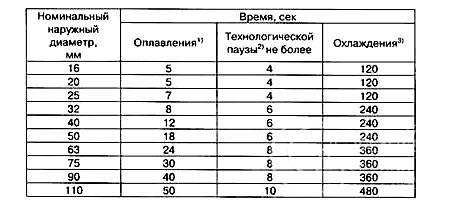
Время нагревания и соединения при пайке полипропиленовых труб своими руками

Для упрощения сверки осей на трубах часто делают продольную полоску. При необходимости, перед нагреванием, соединяют части трубы и фитинга в том положении как они будут находиться после сварки. Фломастером делают метки на трубе и фитинге. Далее, нагревание и соединение, как описано выше.
Пайка армированных фольгой полипропиленовых труб.
Отрезок армированной трубы перед соединением обрабатывают шейвером с целью снятия слоя алюминиевой фольги. Качественная зачистка от остатков фольги обеспечивает надежности соединения. Дальнейшая работа идентична сварке простых, толстостенных труб.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением

Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга. После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения.
Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Смотрите это видео на YouTube
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая — при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.


Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
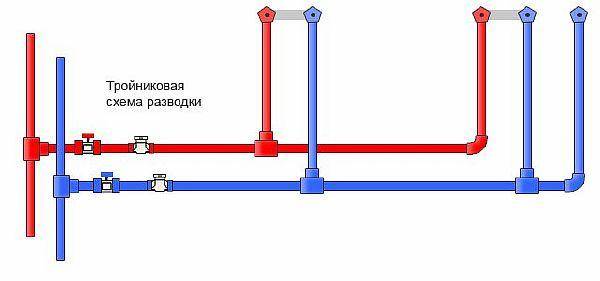
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
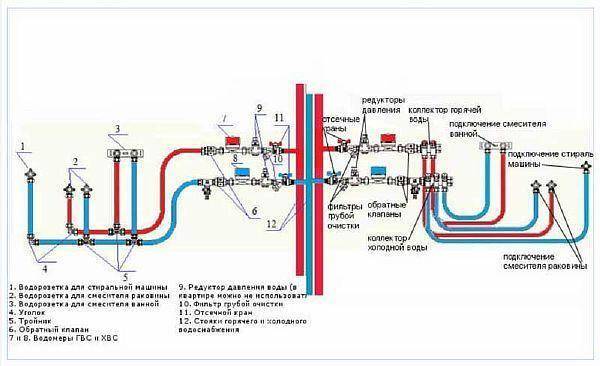
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления
Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.»
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Выполнение работ
Диффузионный паяльник необходимо размещать на специальной подставке. Как правило, они входят в комплект устройства. При пайке нужно держать устройство и соединяемые части горизонтально.
Куда сложнее паять трубы в вертикальном положении. Самостоятельно без помощника работу выполнить будет сложно даже мастеру. Один человек должен удерживать паяльник, а другой – трубы, которые после нагревания нужно будет состыковать. Если диаметр трубы более 65 миллиметров, то работа еще больше осложняется тем, что необходимо использовать раструб.
Видео: как паять полипропиленовые трубы
Некоторые нюансы
После того, как трубы будут соединены, на определенных участках необходимо выполнить их крепление. При нагревании системы отопления трубы начнут расширяться. Если не будет креплений, то трубы начнут провисать. Для систем отопления лучше всего использовать армированные трубы. Они состоят из двух слоев полипропилена, между которыми помещена алюминиевая прослойка. Она позволяет ограничить линейное расширение труб при нагревании.
На сегодняшний день не составит проблем найти на рынке или специализированном магазине все необходимые детали для качественного выполнения системы отопления из полипропиленовых труб своими руками. Стоит отметить, что полипропилен намного дешевле и практичнее стальных или чугунных труб.
Залог успешной и качественной работы лежит в правильности и аккуратности проведения всех работ. Новичкам рекомендуется попробовать на примере двух отдельных кусков труб выполнить сварку. С первого раза может и не получиться, так как требуется определенная «хватка».
Если нет уверенности в том, что самостоятельно удастся выполнить работу, то лучше доверить ее специалистам, которые имеют опыт и нужный инструмент. Помните, что система отопления требует качества на долгие годы. Ведь на ее выполнение тратится много средств. Недопустимо терять материал и деньги по причине неправильного выполнения работ.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
![[инструкция] пайка полипропиленовых труб | видео](https://gaz-pgo.ru/wp-content/uploads/a/0/6/a06dbfc0a7dd4137ab43d55271ae36f6.jpeg)







Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Выбор труб

Полипропиленовые трубные изделия имеют конструктивные различия, определяющие сферу их применения. Пластиковый трубопровод применяется для прокладки таких бытовых коммуникаций:
- холодный водопровод;
- ГВС;
- отопительный водяной контур.
Для каждой системы коммуникаций предназначены различные полипропиленовые трубы, имеющие соответствующую маркировку и конструкцию стенки.
Самый простой тонкостенный трубопровод, стенка которого выполнена только лишь полимером, применяется для подведения холодной воды. Маркируются такие изделия PN 16. Стоимость такого трубопровода наименьшая, но холодным водоснабжением сфера его применения ограничивается.
Полипропиленовая (ПП) труба с маркировкой PN 20 предназначена для ГВС. Изделие можно применить и для холодных водяных коммуникаций, но это не рационально, так как стоимость их выше. Иногда такими трубами выполняют контур водяного отопления, но только в низкотемпературных индивидуальных системах, где температура теплоносителя на выходе из котла не превышает 65˚С и давление жидкости минимально.
Для высокотемпературных автономных систем отопления предназначены усиленные алюминиевой фольгой или стекловолокном композитные трубопроводы, что маркируются PN 25. Армированные полимерные изделия выдерживают температуру жидкости до 95˚С и давление (в зависимости от модели) 3-5 Атм. Такая труба подойдет для любого контура индивидуального отопления
Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.

Фото – набор для сварки с насадками
Предлагаем рассмотреть, какова цена на сварочный утюг Candan СМ–03 (Турция) для полипропиленовых труб:
| Город | Стоимость, рубли |
| Барнаул | 2700 |
| Екатеринбург | 2700 |
| Уфа | 2800 |
| Москва | 3000 |
| Воронеж | 2800 |
| Санкт-Петербург | 3000 |
| Челябинск | 2800 |