тема Калибры и правило использования калибрами
Слайд 1
КАЛИБРЫ И ПРАВИЛО ПОЛЬЗОВАНИЯ КАЛИБРАМИ
Слайд 2
СОДЕРЖАНИЕ Основное понятие калибра Виды калибров Виды предельных калибров Предназначение калибров Калибры для контроля отверстий Калибры для измерения валов Калибры для измерения длин и высот Калибры для конических поверхностей Система допусков предельных калибров Правила эксплуатации калибров Литература
Слайд 3
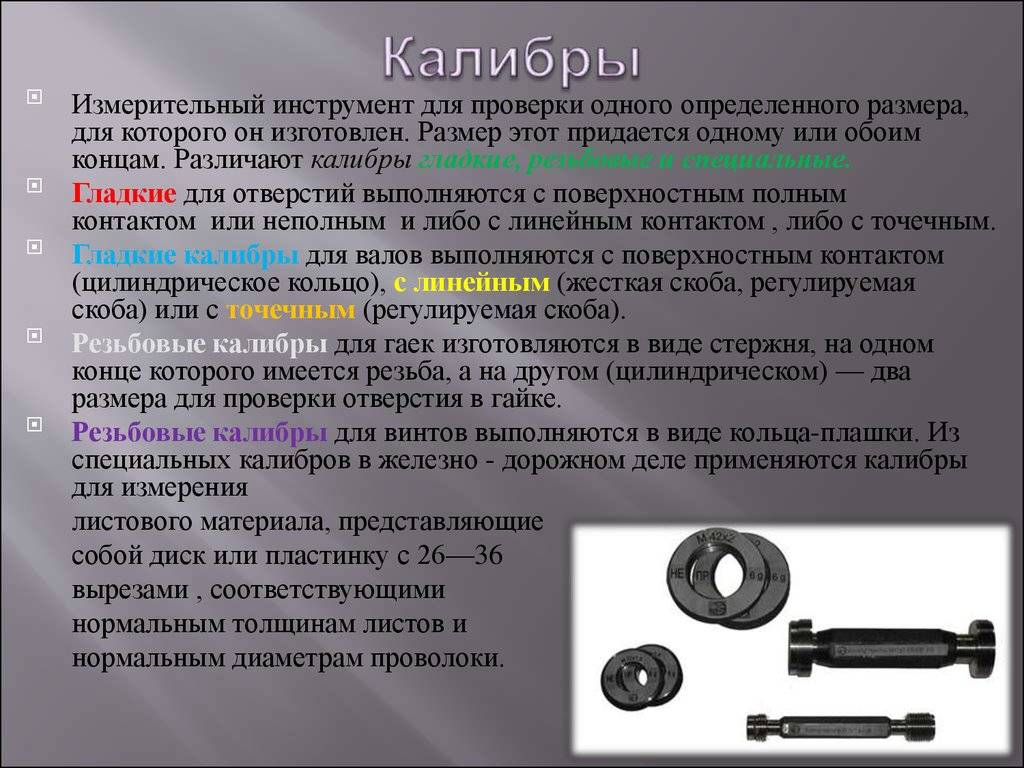
ОСНОВНОЕ ПОНЯТИЕ КАЛИБРА Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы изделий и при помощи которых можно установить, что изготовленные изделия соберутся друг с другом в сборке и что это соединение изделий будет нужного качества. «Содержание»
Слайд 4
ВИДЫ КАЛИБРОВ: Нормальные — имеют один размер, тот, который желательно получить на изделии. Годность изделия определяется вхождением в него калибра с большей или меньшей степенью плотности. Предельные — имеют два размера: один размер калибра равен наименьшему предельному размеру детали, второй — наибольшему. Один конец калибра обязательно должен входить в деталь, а второй — входить не должен. «Содержание»
Слайд 5
ВИДЫ ПРЕДЕЛЬНЫХ КАЛИБРОВ: ДЛЯ ОТВЕРСТИЙ называются калибрами-пробками и представляют собой стержень с двумя цилиндрами. ДЛЯ ВАЛОВ служат калибры-скобы. Один конец скобы проходной, другой — непроходной. Размер проходной стороны равен наибольшему предельному размеру вала, размер непроходной стороны — наименьшему предельному размеру вала. «Содержание»
Слайд 6
ПРЕДНАЗНАЧЕНИЕ КАЛИБРОВ ДЛЯ КОНТРОЛЯ ОТВЕРСТИЙ КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ ВАЛОВ КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ ДЛИН И ВЫСОТ КАЛИБРЫ ДЛЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ «Содержание»
Слайд 7
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ОТВЕРСТИЙ ВЫПОЛНЯЮТСЯ В ВИДЕ : Пробок гладких полных Пробок листовых неполных и пробок неполных Штихмасов и нутромеров сферических Пробок конических «Содержание»
Слайд 8
КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ ВАЛОВ Для измерения валов применяются калибры-скобы. Скобы бывают жесткие и регулируемые. Жесткие скобы изготовляются штампованными, литыми и листовыми, а также односторонними и двусторонними. Регулируемые калибры-скобы (ГОСТ 2216-43) получили свое название потому, что их можно установить перед измерением на нужный размер с определенной точностью и восстановить их рабочий размер по мере его износа. «Содержание»
Слайд 9
КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ ДЛИН И ВЫСОТ Для измерения длин и высот применяются калибры из листового материала. При измерении уступомерами, глубиномерами и высотомерами правильность размера определяют по световой щели: в одном случае у измеряемой поверхности должна образовываться световая щель, в другом случае ее быть не должно. «Содержание»
Слайд 10
КАЛИБРЫ ДЛЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ Конические поверхности обычно проверяются такими предельными калибрами, в которых проходная и непроходная стороны объединены в одном калибре. Различают: калибр-кольцо и калибр-пробку. «Содержание»
Слайд 11
СИСТЕМА ДОПУСКОВ ПРЕДЕЛЬНЫХ КАЛИБРОВ Допуски гладких калибров Допуски листовых калибров «Содержание»
Слайд 12
ПРАВИЛА ЭКСПЛУАТАЦИИ КАЛИБРОВ Никогда не применять усилий при пользовании калибрами; нельзя вводить их в изделие ударами или с сильным нажимом. Проходная сторона калибра должна под действием своего веса легко, без нажима входить в изделие. Непроходная сторона — не должна входить или в крайнем случае может только закусывать изделие. При излишнем усилии калибр пружинит, теряет свой размер и быстро изнашивается. Проверяемое калибрами изделие должно быть очищено от пыли, грязи, заусенцев и насухо вытерто. Проверка смазанных изделий или изделий смазанными калибрами приводит к ошибкам в оценке размера изделия. Запрещается проверка калибрами вращающихся изделий. Нельзя производить проверку нагретых изделий. Изделие должно быть охлаждено до температуры калибра. Проверка нагретых изделий приводит к ошибкам в определении размера изделия и порче калибра. Строго в установленные сроки калибры должны предъявляться органам технического контроля для проверки. Калибры должны храниться на рабочем месте и в кладовой на деревянных подушках. Их измерительные поверхности не должны соприкасаться с металлическими предметами. Не следует допускать ударов по калибру или падения калибра на пол. «Содержание»
Слайд 13
ЛИТЕРАТУРА https://kalibr.info/Info.html https://yandex.ru/images/ «Содержание»
РАСЧЕТ КАЛИБРОВ
6.1. Размеры диаметров резьбовых калибров для контроля наружной и внутренней резьбы должны определяться по формулам, указанным в табл.9.
Таблица 9
| Обозна- чение (номер вида) калибра | Наименование и назначение вида калибра | Про- филь резь- бы по чер- тежу | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | |||
| ПР (1) | Калибр-кольцо резьбовой проходной нерегулируемый | 2а2б | Калибры для наружной резьбы | ||||||
| d, не менее | – | d2 − ZR | ±TR/2 | – | (d1 − TR/2) / (d1 + u + TR/2) | ±TR/2 | |||
| КПР- ПР (2) | Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца | 3 | d − u − TPL/2 | ±TPL/2 | d2 − ZR − m | ±TCP/2 | – | d1 − TPL, не более | – |
| КПР- НЕ (3) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового проходного нерегулируемого калибра-кольца | 4 | d2 − ZR + TR/2 + 2F1 | ±TPL/2 | d2 − ZR + TR/2 | ±TCP/2 | – | d1 − TPL, не более | – |
| К-И (6) | Калибр-пробка резьбовой контрольный для контроля износа резьбового проходного нерегулируемого калибра-кольца | 4 | d2 − ZR + WGO + 2F1 | ±TPL/2 | d1 − ZR + WGO | ±TCP/2 | – | d1 − TPL, не более | – |
| ПР (7) | Калибр-скоба резьбовой проходной | 2а,2б | Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-ПР (8). Радиальное биение профиля роликов не более 5 мкм | ||||||
| У-ПР (8) | Калибр-пробка резьбовой установочный для резьбового проходного калибра-скобы | 3 | d − u − TPL/2 | ±TPL/2 | d2 − ZR − m | ±TCP/2 | – | d1 − TPL, не более | – |
| НЕ (9) | Калибр-скоба резьбовой непроходной | 5 | Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-НЕ (10). Радиальное биение профиля роликов не более 5 мкм. Профиль должен соприкасаться только с двумя боковыми сторонами контролируемой наружной резьбы. | ||||||
| У-НЕ (10) | Калибр-пробка резьбовой установочный для резьбового непроходного калибра-скобы | 3 | d − Td2 | ±TPL | d2 − Td2 − TR/2 − TCP/2 | ±TCP/2 | – | d1, не более | – |
| НЕ (11) | Калибр-кольцо резьбовой непроходной нерегулируемый | 5 | d − TPL, не менее | – | d2 − Td2 − TR/2 | ±TR/2 | – | d2 − Td2 − TR/2 − 2F1 | ±TR |
| КНЕ- ПР (12) | Калибр-пробка резьбовой контрольный проходной для нового резьбового непроходного нерегулируемого калибра-кольца | 3 | d | ±TPL | d2 − Td2 − TR − m | ±TCP/2 | – | d1, не более | – |
| КHE-HE (13) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового непроходного нерегулируемого калибра-кольца | 3 | d − Td2 | ±TPL | d2 − Td2 | ±TCP/2 | – | d1, не более | – |
| КИ-НЕ (16) | Калибр-пробка резьбовой контрольный для контроля износа резьбового непроходного нерегулируемого калибра-кольца | 3 | d − Td2 − TR/2 + WNG | ±TPL | d2 − Td2 − TR/2 + WNG | ±TCP/2 | – | d1, не более | – |
| ПР (21) | Калибр-пробка резьбовой проходной | 1a | Калибры для внутренней резьбы | ||||||
| D + TPL/2 | ±TPL | D2 + ZPL | ±TPL/2 | D2 + ZPL − WGO | D1, не более | – | |||
| 1б | D − u − TPL/2 | ±TPL/2 | |||||||
| НЕ (22) | Калибр-пробка резьбовой непроходной | 4 | D2 + TD2 + TPL/2 + 2F1 | ±TPL | D2 + TD2 + TPL/2 | ±TPL/2 | D2 + TD2 + TPL/2 − WNG | D1 − TD2, не более | – |
Примечания:
1. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для калибров-пробок.
2. Формулы для расчета размеров и предельные отклонения среднего диаметра калибров-колец видов ПР (1) и НЕ (11) приведены для координирования полей допусков контрольных калибров и контроля калибров-колец измерительными приборами.
3. Значения WGO и WNG калибров-пробок видов К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
6.2. Размеры диаметров гладких калибров для контроля наружной и внутренней резьбы должны определяться по формулам, указанным в табл.10.
Таблица 10
| Обозначение (номер вида) калибра | Наименование и назначение вида калибра | Диаметр калибра | |
| Номин. | Пред. откл. | ||
| Калибры для наружной резьбы | |||
| ПР (17) | Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной | d − Z2 | ±H2/2 |
| НЕ (18) | Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной | d − Td | ±H2/2 |
| К-ПР (19) | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы | d − Z2 | ±Hp/2 |
| К-НЕ (20) | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | d − Td | ±Hp/2 |
| К-И (25) | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы | d | ±Hp/2 |
| Калибры для внутренней резьбы | |||
| ПР (23) | Калибр-пробка гладкий проходной | D1 + Z1 | ±H1/2 |
| НЕ (24) | Калибр-пробка гладкий непроходной | D1 + TD1 | ±H2/2 |
Конец документа
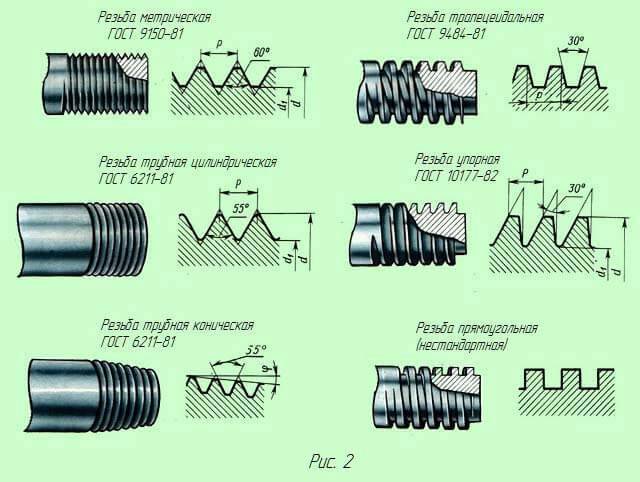
Виды нарезки
Внешняя нарезка на болтовых, стержневых и винтовых элементах создается посредством плашек, может:
- обладать формой призмы;
- располагать формой круга;
- быть раздвижной;
- быть монолитной.
Нарезки в форме призмы располагают 2 одинаковыми частями, фиксирующимися в клуппе в виде рамы с рукоятями. С 2 наружных участков размещаются углубления, предназначающиеся для клуппных выступов.
Раздвижные плашки ставятся в клуппе так, что номера на клуппных элементах размещаются с противоположной стороны от номеров на раме. Фиксация осуществляется специальным винтом. Промеж плашки и винта упора ставится металлический пластинчатый сухарь, предотвращающий деформации.
Плашка в форме круга фиксируется в воротковом леркодержателе 2 либо 4 винтами упора. Посредством раздвижной плашки возможно вручную создавать резьбу на изделии, даже если присутствуют малые отклонения стержневого радиуса.
Как нарезать резьбу на трубе внутри? Делается это посредством метчиков для трубной резьбы, вставляемых в воротковую деталь. У метчика имеется заборная деталь, предназначенная для создания резьбы на трубе; калибровочная, посредством которой возможно калибровать и нарезать отверстие; хвостовик, располагающий головкой в форме квадрата, позволяющий удерживать метчик в воротковой детали.
4 Расчет резьбовых калибров и его особенности
Описываемый резьбовой инструмент проектируется на основании следующих начальных данных:
- шаг;
- поля допусков резьбы, подвергаемой контролю;
- длина свинчивания;
- наружное номинальное сечение.
Все эти сведения имеются в обозначении стандартного соединения (гайка в качестве внутренней резьбы плюс винт или болт в качестве наружной).
Расчет метрической резьбы предусматривает необходимость установления номинального внутреннего и среднего сечения соединения. Для резьбы в форме трапеции (ГОСТ 1981 года 24737) кроме среднего диаметра также устанавливают такие диаметры:
- гайки (внутренний и наружный);
- винта (внутренний).
Непосредственно расчет после определения всех выше указанных данных схематично ведется следующим образом:
- выбирается (по специальной табличке) вид РК;
- по формулам для трапецеидальной и метрической резьбы высчитываются все требуемые диаметры (средний, наружный, внутренний), а также их допустимые отклонения;
- результаты, которые установил расчет, проверяют на правильность исполнительных параметров (для резьбы в форме трапеции – по Госстандарту 18466, для метрической – по Госстандарту 18465).
После этого выбирают либо подсчитывают длину резьбы и делают чертеж, в котором указываются требования к:
- виду термической обработки;
- используемому материалу;
- расположению и форме поверхностей;
- точности геометрических параметров;
- показателю шероховатости.
Чертеж делать обязательно, без него расчет считается невыполненным.
Затем следует уточнить дополнительные требования к симметричности РК, углам их наклона, точности шагов и некоторым другим параметрам. Конкретная же конструкция калибров формы «пробка» и «кольцо» подбирается по виду резьбового инструмента (чертеж, конечно же, отражает выбранную конструкцию). На этом расчет считается оконченным.
В настоящее время вручную расчет калибров практически нигде не производится. За человека все делают умные программы, которые несложно найти в интернете на специализированных сайтах. Мы не будем давать ссылки на такие проекты, которые помогают осуществить точный расчет РК, так как вы сами можете найти их за пару кликов.



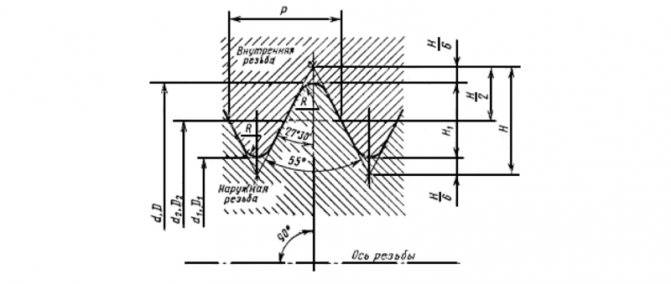
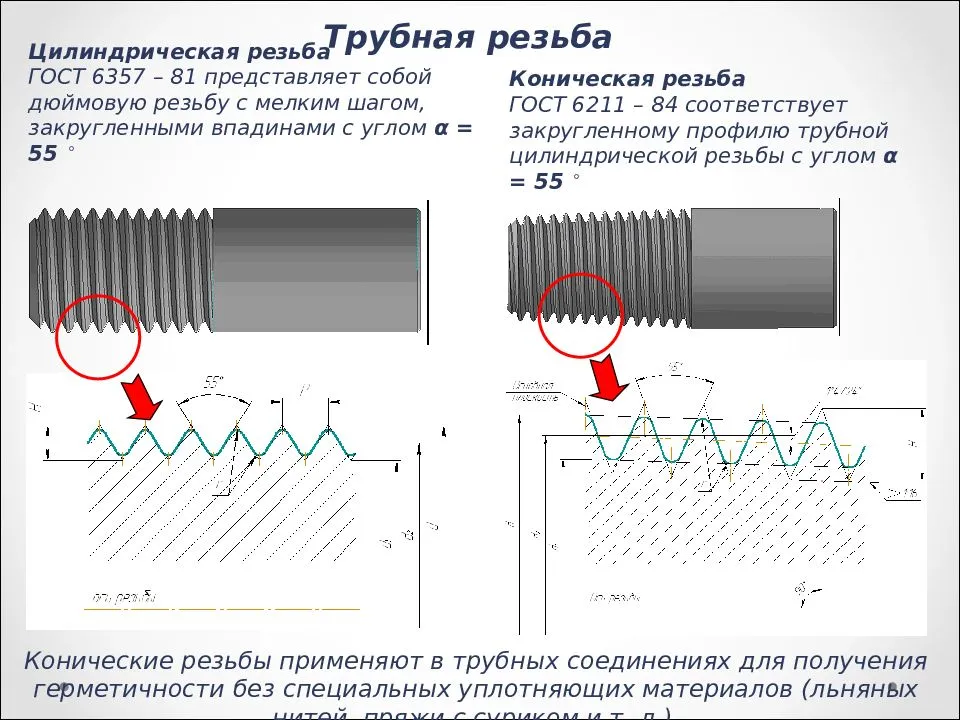
Дюймовые конические резьбы
Если требуется какая-то более прочная скрутка, то для этой цели оптимально подойдет коническая дюймовая насечка. Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.
При применении конических насечек места соединений должны обязательно герметизироваться мастиками, битумом или клеевыми составами. Обозначение для наружной винтовой конической нарезки – символ «R», внутренняя насечка обозначается группой символов «Rc». Конусообразная резьба выполняется на элементах конструкций, у которых конечный диаметр меньше начального, то есть, имеет в разрезе вид конуса. Именно из-за конусообразного тела изделия при скручивании элементов резьба деформируется, сжимается и расплющивается, что способствует наибольшей надежности соединения стальных или чугунных конструкций.
С помощью конусной дюймовой насечки соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
3 Другие требования к РК по ГОСТ 2016
Инструменты типа “пробка” производятся с внутренним и наружным центром (сечение калибра менее 3 мм) и с внутренним центром (сечение более 3 мм).
Элементы контролирующих приспособлений с рабочими поверхностями обязательно проходят процедуру старения.
На вставках проходных РК для метрической резьбы с шагом выше 0,75 мм и сечением более 6 мм предусматривается наличие специальной грязевой канавки. Она прокладывается перед первым витком, при этом последующие витки такая канавка обязана пересекать параллельно вставке (ее оси).
Если шаг резьбы РК “кольцо” не превышает 1,5 мм, а вставки – 1 мм, на инструменте должна присутствовать фаска. В тех же случаях, когда кольца и вставки имеют больший шаг, ГОСТ требует, чтобы первые витки на них срезались, а затем и притуплялись.

На любом калибре в обязательном порядке должна иметься следующая информация:
- обозначение допуска и самой резьбы;
- товарный знак производителя;
- назначение РК;
- шифр “LH”, когда изготавливаются инструменты с левой резьбой.
ГОСТ 2016–86 разрешает не указывать класс точности РК “кольцо” и “пробка” для резьб, соответствующих Госстандарту 6357 и ряду ОСТ (в частности, 1262 и 1261).
Консервация резьбовых калибров (при стандартных условиях она допускается сроком на 12 месяцев) выполняется по ГОСТ 9.014.

Контроль резьбы калибрами
- I. Контрольная работа
- V. Социальный контроль и девиация.
- Автоматический контроль запыленности воздушной среды на промышленных объектах
- Административно-общественный контроль за ОТ (многоступенчатый).
- Административно-общественный контроль за охраной труда
- Алгоритм расчета контрольной суммы CRC32
- Анализ и контроль дебиторской задолженности
- Аналитический контроль в глобальном мониторинге
- Антидопинговый контроль во время соревнований
- Аудиторский (независимый) финансовый контроль
- Аудиторский финансовый контроль
- Безопасность в Windows. Контроль учетных записей
Контроль и измерение резьбы
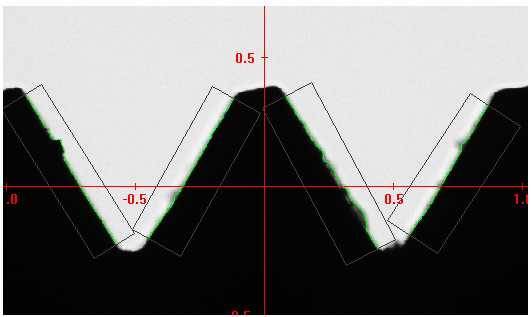
Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например, о приведенном среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
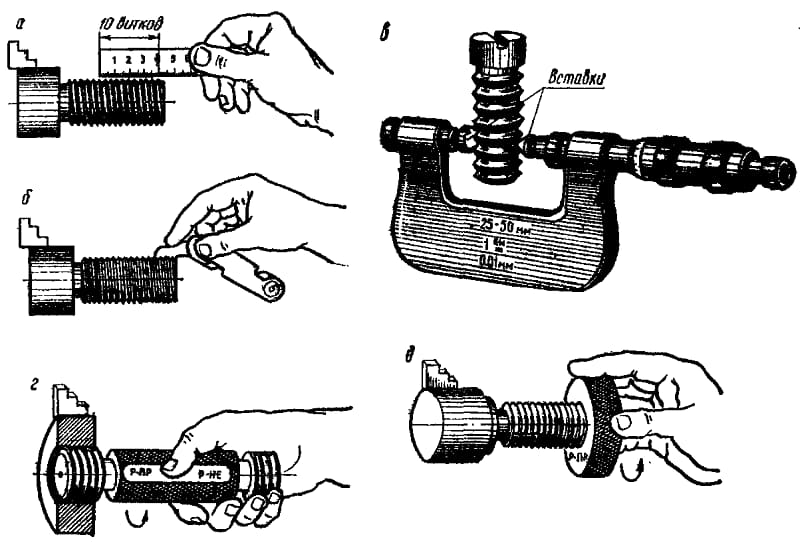
В систему калибров входят рабочие гладкие и резьбовые проходные (Р-ПР) и непроходные (Р-НЕ) калибры, а также контркалибры (КПР-ПР, КНЕ-ПР, У-ПР, КНЕ-НЕ, КИ-НЕ, У-НЕ) для проверки и регулирования (установки) рабочих резьбовых скоб и колец.
Свинчиваемость рабочего резьбового проходного калибра с резьбой или вхождение на нее скобы означает, что приведенный средний, наименьший внутренний для болта и наибольший наружный для гайки диаметры не выходят за проходные предельные значения. Непроходными резьбовыми калибрами контролируют только собственно средний диаметр резьбы — в случае годности резьбы они не должны свинчиваться с проверяемой резьбой более, чем на два оборота.
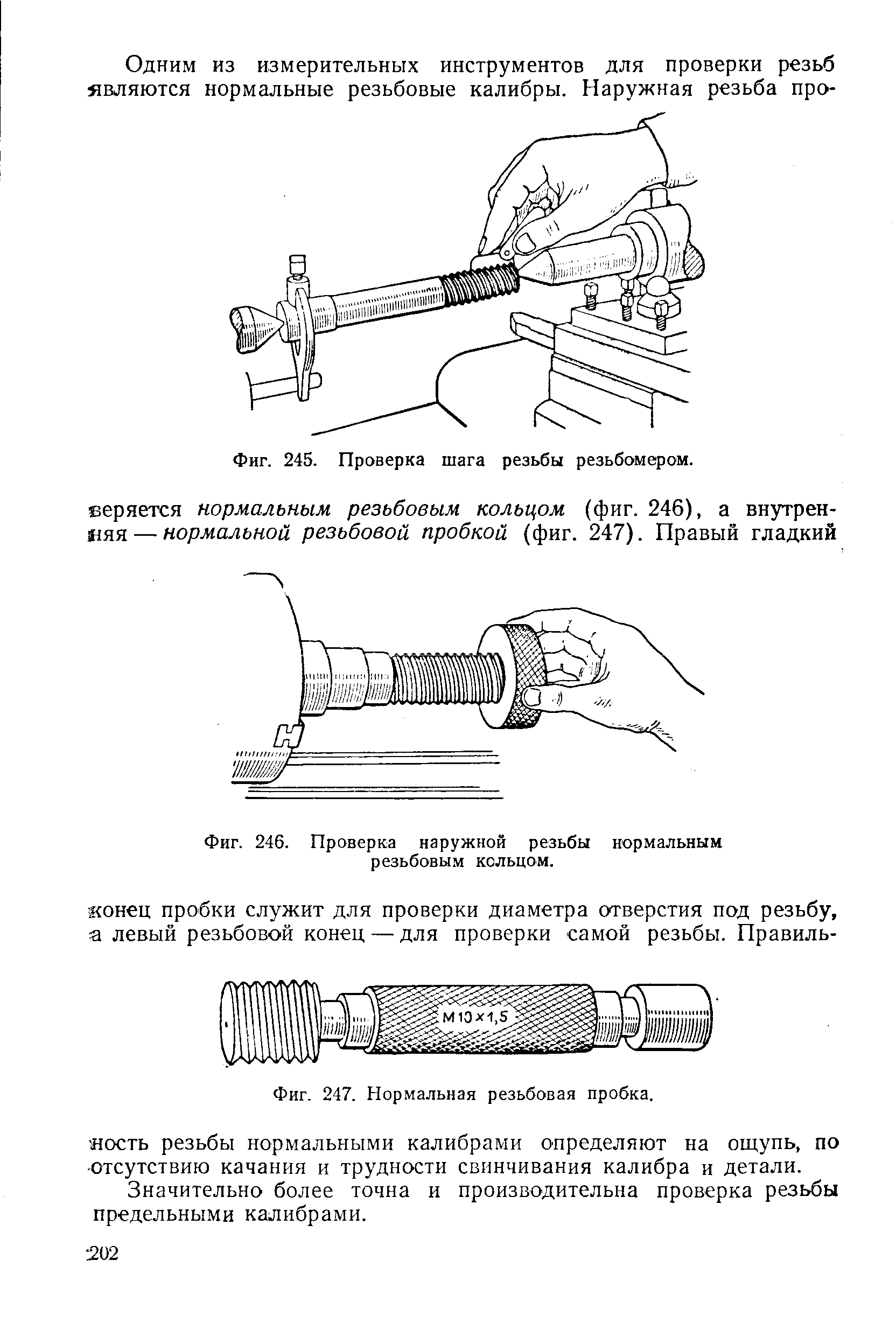
Резьбу гаек проверяют с помощью предельных резьбовых калибров — пробок, резьбу болтов — жесткими или регулируемыми резьбовыми кольцами или скобами.
Проходные резьбовые калибры (ПР) имеют полный профиль и длину свинчивания. Они являются как бы прототипами сопрягаемых деталей. Ими контролируют приведенный средний диаметр и одновременно наибольший внутренний диаметр наружной резьбы и наименьший наружный диаметр внутренней резьбы. Непроходные резьбовые калибры (НЕ) имеют укороченный профиль и служат для проверки собственно среднего диаметра резьбы — наименьшего для болта и наибольшего для гайки.
Наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы контролируют гладкими калибрами или универсальными средствами измерений.
Резьбовые и гладкие калибры для метрической резьбы цилиндрической и конической, трубной цилиндрической, соединяемой с трубной конической, изготовляются по ГОСТу 24939 – 81.
Износ калибра-кольца контролируется контрольным калибром-пробкой К-И. Калибр-скоба Р-ПР устанавливается по контркалибру-пробке У-ПР, а Р-НЕ – по контркалибру-пробке У-НЕ.
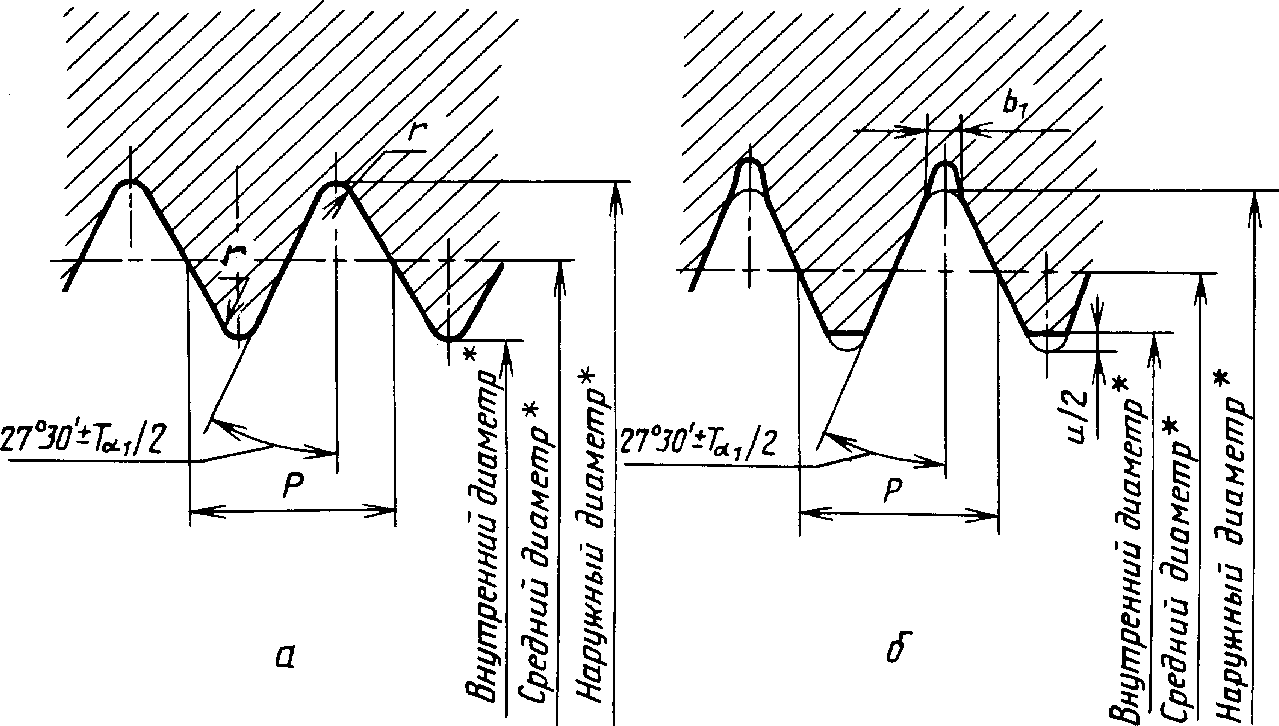
а) б)
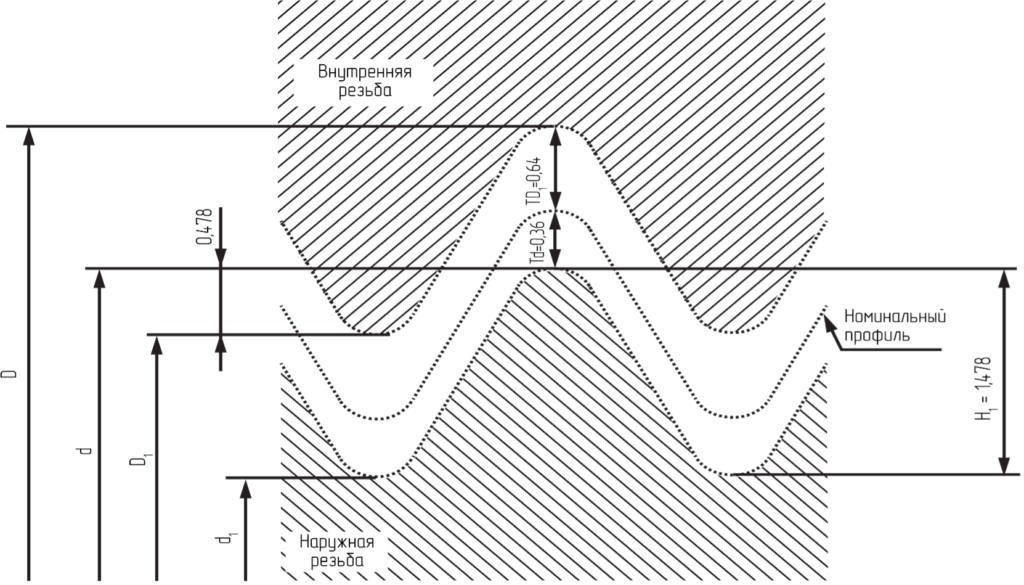
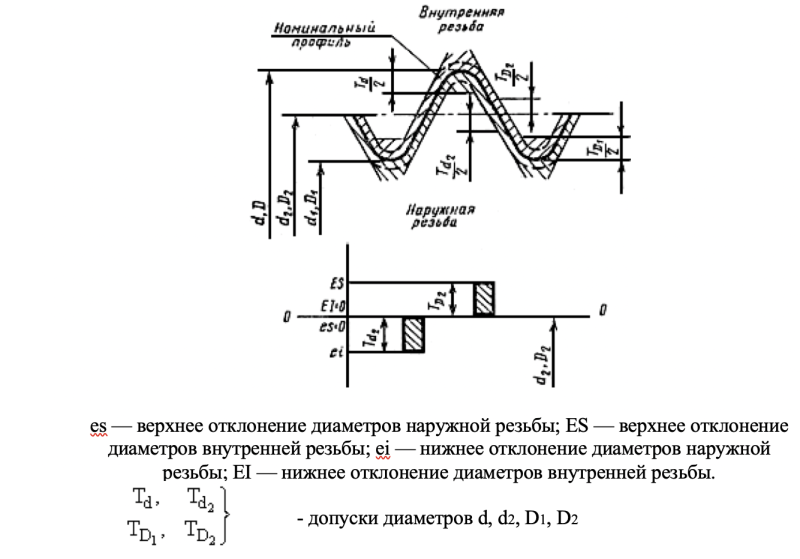
Рис. 43. Схемы полей допусков резьбовых калибров
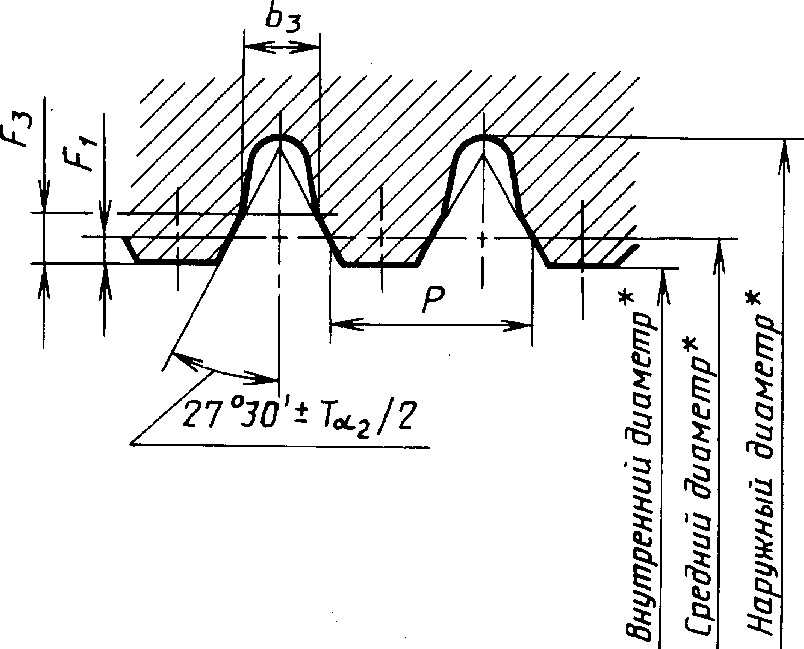
Допуски резьбовых калибров. Расположение полей допусков среднего диаметра калибров для контроля наружной резьбы показано на рис. 43, а, внутренней — на рис. 43, б. Допуски и величины, определяющие положение полей допусков и предел износа калибров, регламентируются по ГОСТу 24997 — 81. Допуски всех контркалибров, приведенных на рис. 43, одинаковы и равны ТСР.
Обозначения: ТPL — допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок; ТR — допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец; WGO — величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец; WNG — величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец; F1 — расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы; ZPL — расстояние от середины поля допуска ТP резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; ZR – расстояние от середины поля допуска TR резьбового проходного калибра до верхнего предела среднего диаметра наружной резьбы.
| | | следующая лекция ==> | |
| Контроль и измерение шероховатости | | | Параметров резьбы |
Дата добавления: 2014-01-15 ; Просмотров: 2428 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
2.1, 2.2. (Измененная редакция, Изм. № 1).
2.3. Значения допуска шагов резьбы рабочих и контрольных калибров относятся к расстоянию между любыми витками резьбы.
Действительное отклонение может быть со знаком плюс или минус.
2.4. Отклонение конуса, включающее отклонение от угла конуса, отклонение от прямолинейности образующей (у резьбового калибра — линии среднего диаметра) и отклонение от круглости в любом сечении, должно быть:
для резьбовых калибров — в пределах зоны допуска среднего диаметра резьбы;
для гладких калибров — в пределах зоны допуска соответствующего диаметра в основной плоскости.
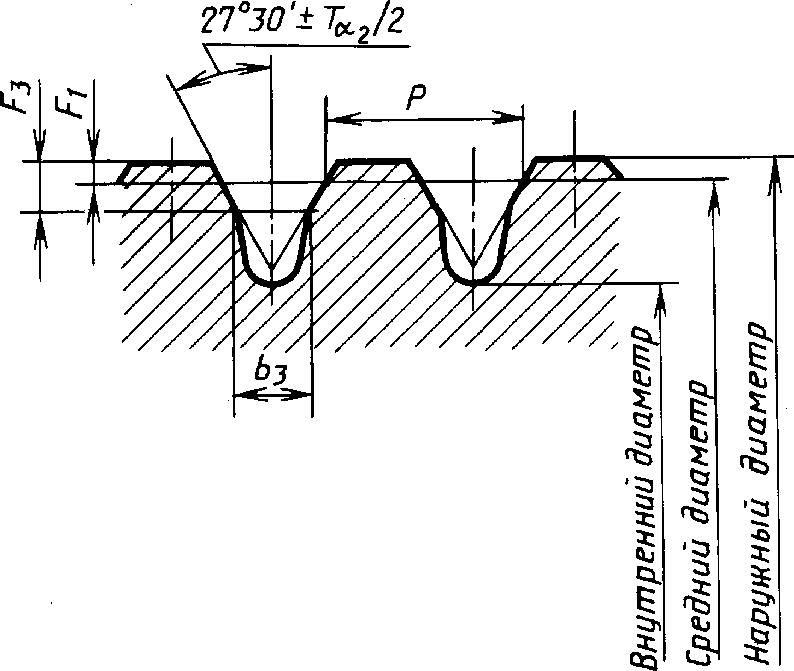
Зона допусков среднего диаметра резьбы калибра указана на черт. 6.
Л2тах — наибольший средний диаметр калибра-кольца в основной плоскости, 2>2min _ наименьший средний диаметр калибра-кольца в основной плоскости, d2max — наибольший средний диаметр калибра-пробки в основной плоскости, c/2mjn — наименьший средний диаметр калибра-пробки в основной плоскости.
Черт. 6
У резьбовых калибров-колец предельные отклонения конусности в заданных пределах должны обеспечиваться резьбообразующим инструментом.
2.5. Предельные отклонения совпадения плоскости А калибров типов Р-Р и Р-РЦ с контрольной плоскостью контрольного калибра типа К-P не должны быть более указанных в табл. 8.
ОсноВная
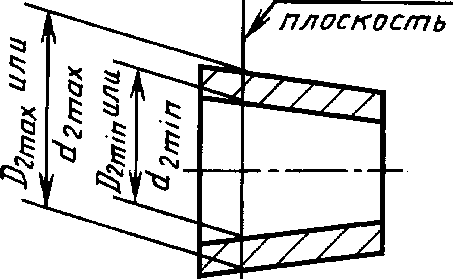
Таблица 8
Обозначение размера резьбы | Предельное отклонение, мм | Обозначение размера резьбы | Предельное отклонение, мм | ||
НОВОГО | изношенного | НОВОГО | изношенного | ||
%б | ±0,048 | +0,192 | 1‘/2 | ±0,096 | +0,304 |
% | ±0,048 | +0,192 | 2 | ±0,096 | +0,304 |
% | ±0,064 | +0,256 | 2У2 | ±0,112 | +0,400 |
% | ±0,064 | +0,256 | 3 | ±0,112 | +0,400 |
У2 | ±0,096 | +0,304 | зу2 | ±0,112 | +0,400 |
ъи | ±0,096 | +0,304 | 4 | ±0,112 | +0,400 |
1 | ±0,096 | +0,304 | 5 | ±0,112 | +0,400 |
1У4 | ±0,096 | +0,304 | 6 | ±0,112 | +0,400 |
2.6. Предельные отклонения совпадения плоскости А калибра типа Р-Г с контрольной плоскостью контрольного калибра типа К-Г не должны быть более для нового калибра ±0,056 и для предельно изношенного плюс 0,296 мм.

Измерение шага резьбы
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:
- Для достижения максимальной точности нужно измерять не отдельные участки, а целую часть профиля детали.
- Перед процедурой измерения необходимо подсчитать целое количество витков.
- Шаг резьбы определяется после замера глубины и главных характеристик резьбовых соединений.
В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
Резьбомер способен предоставить наиболее точные результаты измерений шага для трубной конической резьбы, потому что он может работать с наиболее маленькими расстояниями.
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки
Важно, чтобы пластинка и отверстие резьбы совпали по размеру
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
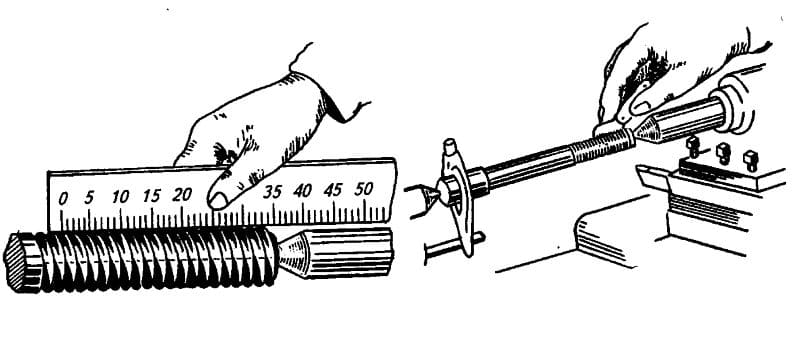
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Последовательность применения
Определяется назначением инструмента. Кроме соответствия по размерам полостей, резьб или отверстий, калибр-пробками можно устанавливать соосность конструктивных элементов, радиальное биение их образующих, точность полученной резьбы (в последнем случае используются резьбовые калибр-пробки по ГОСТ 17758-72).
Порядок основных операций заключается в следующем:
- Подобрать пару измерительных штифтов, размеры которых соответствуют границам поля допуска, подлежащих проверке.
- Вставить и закрепить штифты в рукоятке инструмента.
- Очистить поверхности измеряемого отверстия/вала от следов грязи, масла, окалины и т.п.
- Поочерёдно выполнить качественное измерение размера.

Для идентификации результатов все замеры рекомендуется выполнять не менее, чем три раза, причём в одинаковых условиях. Не следует пользоваться калибр-пробками при отрицательных температурах внешнего воздуха.
При использовании описываемого инструмента запрещается прилагать чрезмерные усилия, избегать перекосов, а также производить измерения, используя неповеренный инструмент.
Калибр-пробки предписывается хранить только в заводской упаковке и в приспособленном для этих целей помещении. Предприятие-изготовитель должно иметь лицензию, удостоверяющую право на производство этих инструментов.
Такелажный лом. Просто и эффективно
Печь для прокалки сварочного флюса
Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.
Также этот параметр резьбы может измеряться посредством микроскопа. Прибор прикладывается к боковым сторонам профиля заготовки. Окуляры микроскопа наводятся на изображение профиля с каждой стороны, чтобы определить его размер. Полученные значения складываются и делятся на количество сторон. Получившееся среднее арифметическое является действительным значением среднего диаметра резьбовых соединений.
Для производственных работ часто требуется дополнительно произвести контроль усреднённого диаметра вала. На них размещаются подшипники, муфты, бортики и зубчатые колёса, с помощью которых осуществляется вращение детали. Его диаметр рассчитывается во время процесса кручения. Конечное значение находится по формуле d=(T/0,2) 1/3 . На конечный результат могут повлиять посторонние факторы (размер отверстия и высота бортиков).