

Базы процесса
Процесс электродуговой сварки содержится в том, дабы между свариваемым электродом и металлическим материалом появилась электрическая дуга, под действием которой разогреваются электрод и определённый участок труб, в следствии чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности.
Электрод имеет особое покрытие, которое на протяжении плавления формирует в дуге особенные условия, мешающие сотрудничеству металла с воздухом и образованию защитной пленки. Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию. На поверхности сварного соединения образуется шлак, который потом требуется удалить.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
 В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
 Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Технология сварочного процесса
электрическая дуга, которая должна поддерживаться
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
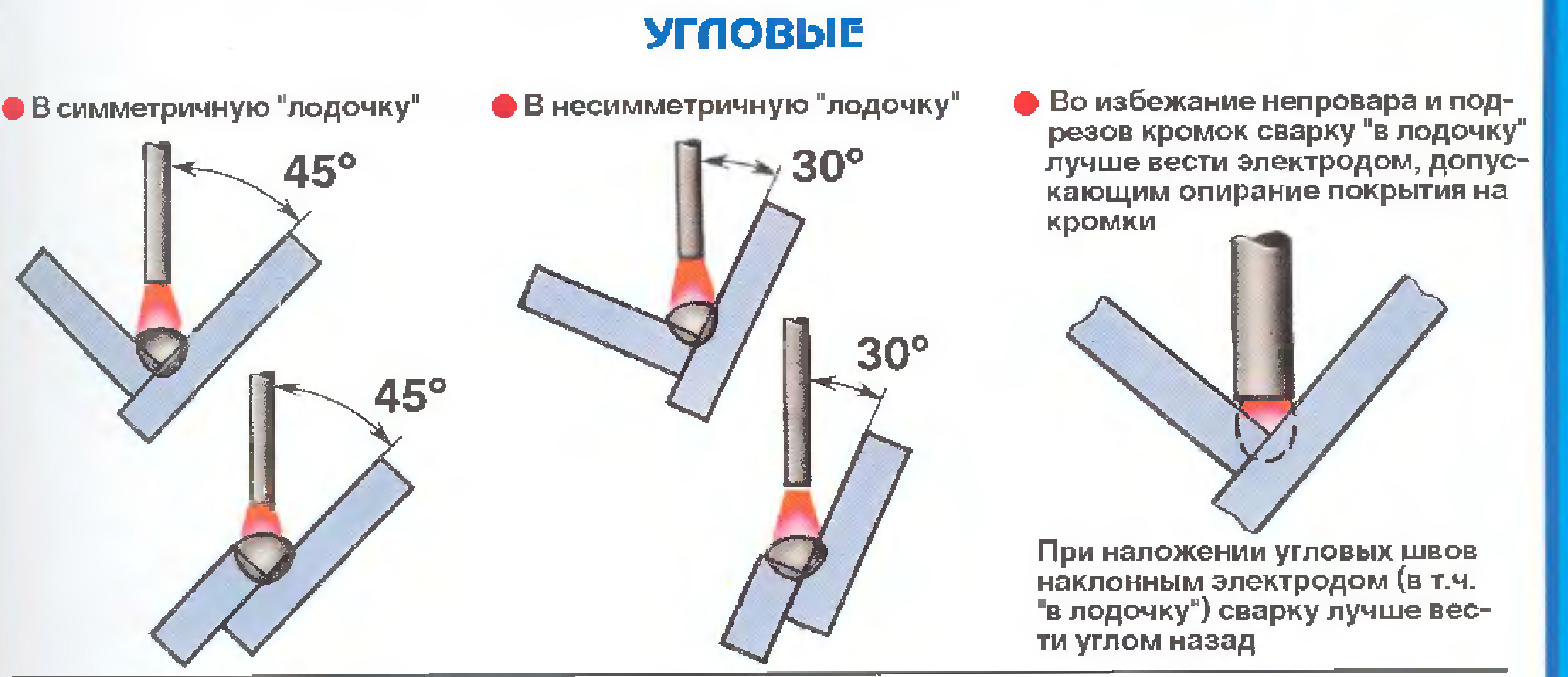
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
- горизонтальные;
- нижние;
- вертикальные;
- потолочные.
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Нюансы в сварке полипропиленовых труб
Обезжиривание торцов свариваемых элементов
Первым требованием, игнорируемым практически всеми, является обезжиривание торцов свариваемых элементов. Конечно, трубы сварятся и без данной процедуры, однако качество соединения будет более низким. Прежде чем начать сварку, требуется обработать спиртом внутреннюю сторону фитингового элемента и наружный конец трубы.
При этом также будут удалены частицы мелкого абразива и пыли, которые способны провоцировать повреждение тефлонового покрытия насадок сварного аппарата.
Кроме того, перед процедурой сварки необходимо тщательно осмотреть и протереть ватой, смоченной спиртом, непосредственно сами насадки – это предотвратит налипание расплавленного пластика и повреждение тефлона при механическом удалении остатков пластика с его поверхности.
Правильная разметка глубины посадки
Еще один немаловажный момент – это правильная разметка глубины посадки конца трубы в фитинг. Фитинги различного калибра обладают различной глубиной свариваемого соединения, посему перед сваркой требуется измерить ее с помощью штангенциркуля или линейки.
Это нужно для того, чтобы избежать введения трубы в отверстие сварочной насадки слишком глубоко. Игнорирование данного правила может повлечь за собой сужение сечения проходного отверстия либо привести к запайке трубы.

Сварка полиэтиленовых труб – видео о выполнении которой можно найти на нашем портале, выполняется посредством специальных сварочных машин
Специальное приспособление
Разметка труб для сварки – довольно хлопотное дело, по этой причине рекомендуется изготовление специального приспособления, позволяющего сэкономить впоследствии и время, и нервы. К примеру, данное приспособление для трубы с наружным диаметром в 20 мм можно выполнить из куска трубы 32 мм в диаметре.






- Поскольку глубина посадки трубы 20 мм в диаметре составляет 15 мм, необходимо отрезать от куска 32 мм трубы кольцо 15 мм в ширину. Подобное кольцо может быть использовано для выполнения точной разметки линии глубины установки трубы.
- Его применение довольно удобно, если необходима сварка полипропиленовых труб одного диаметра в некотором количестве. Мерное кольцо может быть улучшено приклейкой к нему пластикового или картонного дна. При этом процесс разметки будет упрощен до минимума.
Должно участвовать не менее двух человек
При сварке полипропиленовых элементов по месту их дислокации, один человек должен удерживать сварочный аппарат, а второй стыковать фитинг и трубу сперва со сварными насадками, а затем между собой.
Наиболее распространенной ошибкой считается нагревание элементов дольше положенного, из-за чего может быть сужен просвет трубы. Время нагрева и остывания для каждого диаметра указано в специальной таблице.
Несмотря не множество нюансов, сварка полипропиленовых труб не требует специальных навыков. Поэтому каждый желающий самостоятельно установить трубопровод, например при замене труб в ванной, может смело браться за достижение поставленной цели.
Типы двухтрубных систем
Двухтрубные системы делятся на виды в зависимости от:
- типа контура (открытый и закрытый);
- способа и направления тока воды (проточные и тупиковые);
- способа перемещения теплоносителя (с естественной и принудительной циркуляцией).
Системы с открытыми и закрытыми контурами
Двухтрубная система открытого типа в городских квартирах не прижилась из-за особенности, связанной с верхней разводкой труб, предполагающей использование расширительного бака. Это приспособление дает возможность контролировать и пополнять водой отопительную систему, но в квартире не всегда имеется место для монтажа такого объемного устройства.
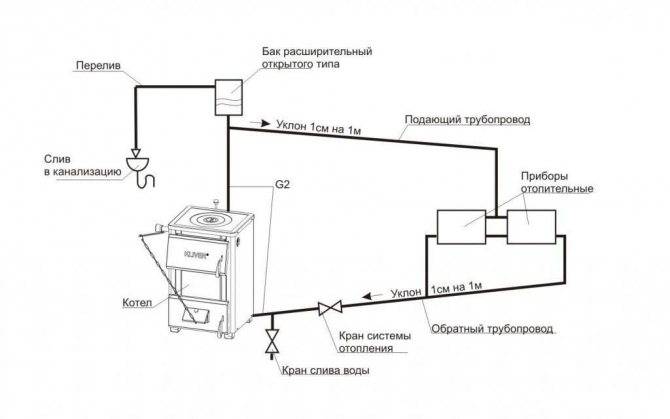
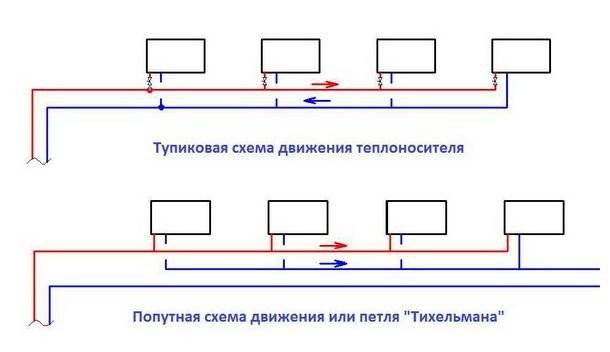
Проточные и тупиковые
В проточной системе направление тока воды в подающей и отводящей трубе не изменяется. При тупиковой схеме теплоноситель в трубах подачи и возврата движется в противоположных направлениях. В такой сети устанавливаются байпасы, а радиаторы располагаются на замкнутых участках, что дает возможность отключать любой из них, не нарушая работу отопления.
Причины возникновения протечек
В безнапорных системах аварийные ситуации возникают из-за неправильной эксплуатации, некачественного монтажа и заводского брака. Соединение, выполненное не по технологии, всегда становится причиной разгерметизации сети.
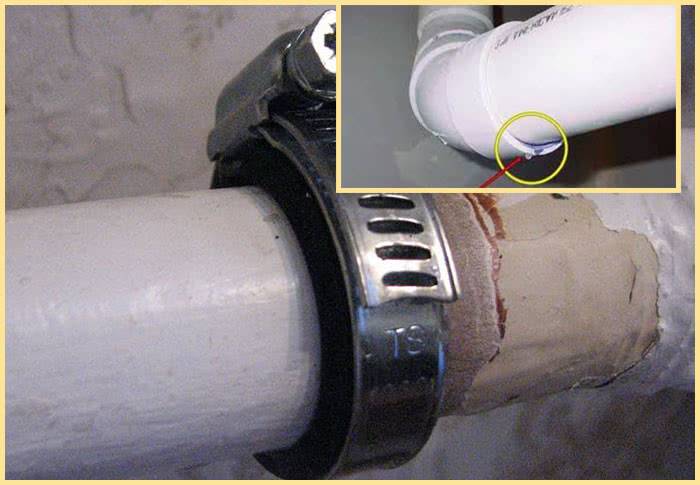
 Просверлил полипропиленовую трубу в стене что делать
Просверлил полипропиленовую трубу в стене что делать
Полипропилен не трудно повредить механическим воздействием. Чаще всего протечки в безнапорной системе возникают именно из-за внешнего вмешательства. Механические воздействия негативно влияют на резиновые уплотнительные элементы, с помощью которых выполняется большинство соединений в безнапорных сетях.
В системах, находящихся под давлением, аварии возникают по следующим причинам:
- физическое воздействие;
- неправильный монтаж;
- несоблюдение рекомендаций во время эксплуатации;
- повышение давления;
- ошибочная сборка;
- использование некачественных материалов.
Нередко нарушение герметичности ПП системы происходит при проведении ремонтно-строительных работ. Часто монтажники или строители просверливают трубопроводы.
Причиной аварийной ситуации также могут стать фабричные дефекты, потому что присутствуют полимерные трубы китайского производства.
ПП продукция отличается долговечностью, составляющей 50 лет. Именно такую гарантию выдают добросовестные производители сертифицированной продукции.
Разновидности отводов
Отводы различаются по способу производства и особенностям конструкции, в зависимости от которых подразделяются на несколько видов:
- Гнутые – сгибаются с помощью холодной или горячей технологии;
- Штампосварные – сначала штампуются заготовки, которые потом свариваются в единую конструкцию. Стальные штампованные отводы состоят из двух частей;
- Цельнотянутые – изготавливаются путём протяжки бесшовного патрубка через специальный сердечник;
- Секционные – свариваются из небольших отрезков труб.
Наибольшее распространение получили крутоизогнутые отводы стальные под сварку. Они изготавливаются из углеродистой и низколегированной стали в соответствии с требованиями ГОСТа 17375-2001 и ГОСТа 30753-2001. Данные фитинги нашли применение для устройства трубопроводов в самых разных отраслях промышленности:
- На предприятиях коммунального хозяйства;
- В энергетической сфере;
- В газовой промышленности;
- В нефтедобывающей индустрии;
- В прочих отраслях.
Способы присоединения отводов
Монтаж отводов может выполняться разными способами:
- Соединение с помощью сварки – отвод стальной крутоизогнутый под сварку должен иметь такой же диаметр, как трубы. При этом торцевые поверхности должны быть хорошо подготовлены. Только в этом случае можно добиться качественного сварного шва.
- Резьбовое соединение – отводы резьбовые стальные имеют внутреннюю резьбу. Сам процесс монтажа выглядит следующим образом: используя метчик и плашку нужно нарезать резьбу на наружной поверхности присоединяемого конца трубы, затем удалить все загрязнения и уплотнить резьбу с помощью соответствующего материала. После этого остаётся лишь накрутить отвод на трубу до упора.
- Фланцевое соединение – предполагает наличие на концах труб и отводов специальных фланцев, которые представляют собой диски с отверстиями. Надёжность и герметичность стыка обеспечивается за счёт использования уплотнительной шайбы, которая располагается между дисками. Для плотного прижимания фланцев, в отверстия вставляются болты, которые затягиваются с помощью гаек.
Сварка позволяет получить неразъёмное соединение, а фланцы и резьба – разъёмное. При этом наибольшее распространение получили отводы под приварку, гораздо реже используются резьбовые и фланцевые модели. Это объясняется тем, что сварочное соединение более надёжно, герметично и долговечно.
Нужен качественный отвод стальной под приварку по приемлемой цене? Обращайтесь в ! Наш ассортимент представлен огромным разнообразием фитингов.
Источник
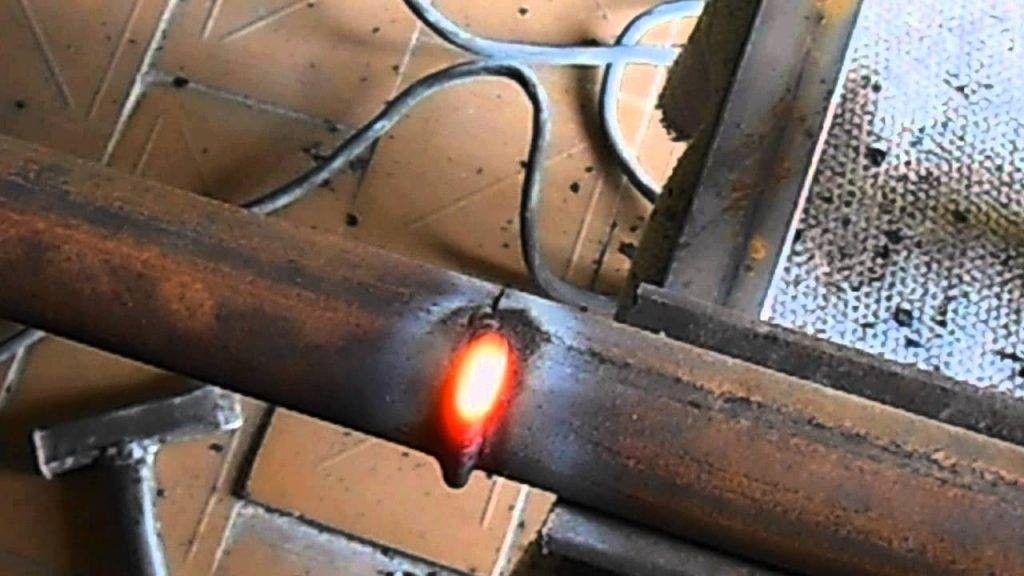
Описание процедуры сварки труб
 Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
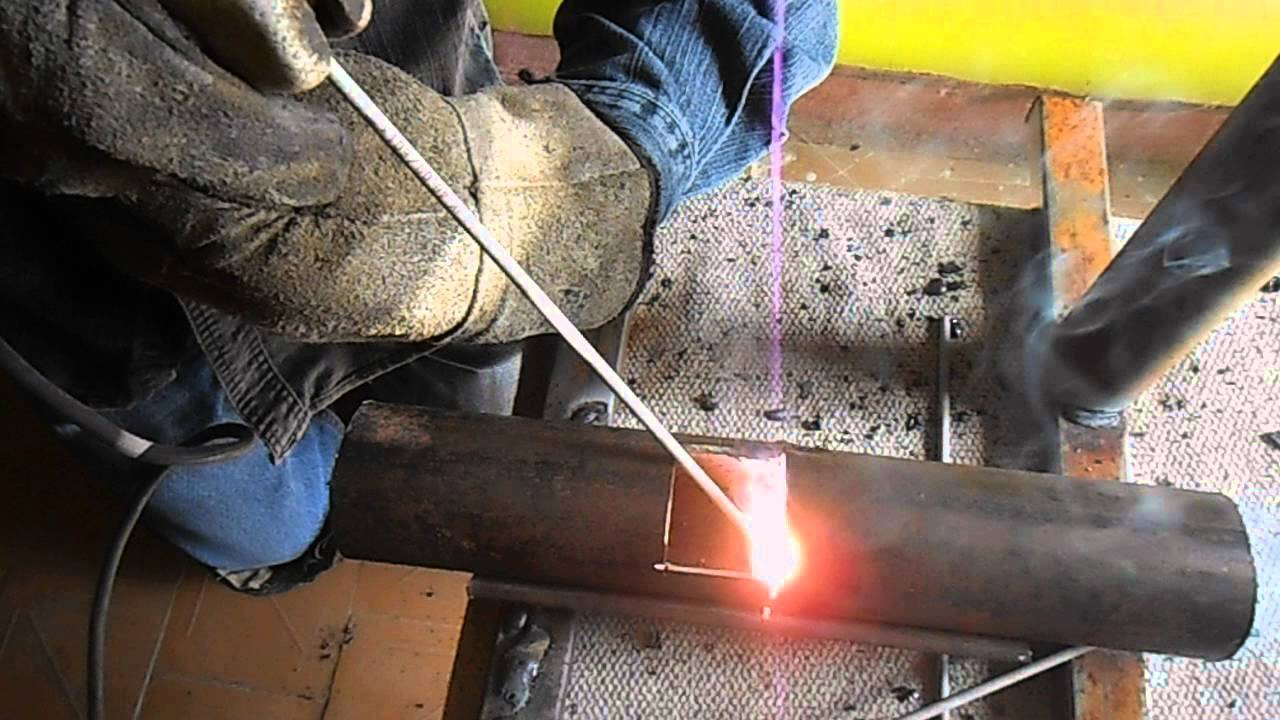
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
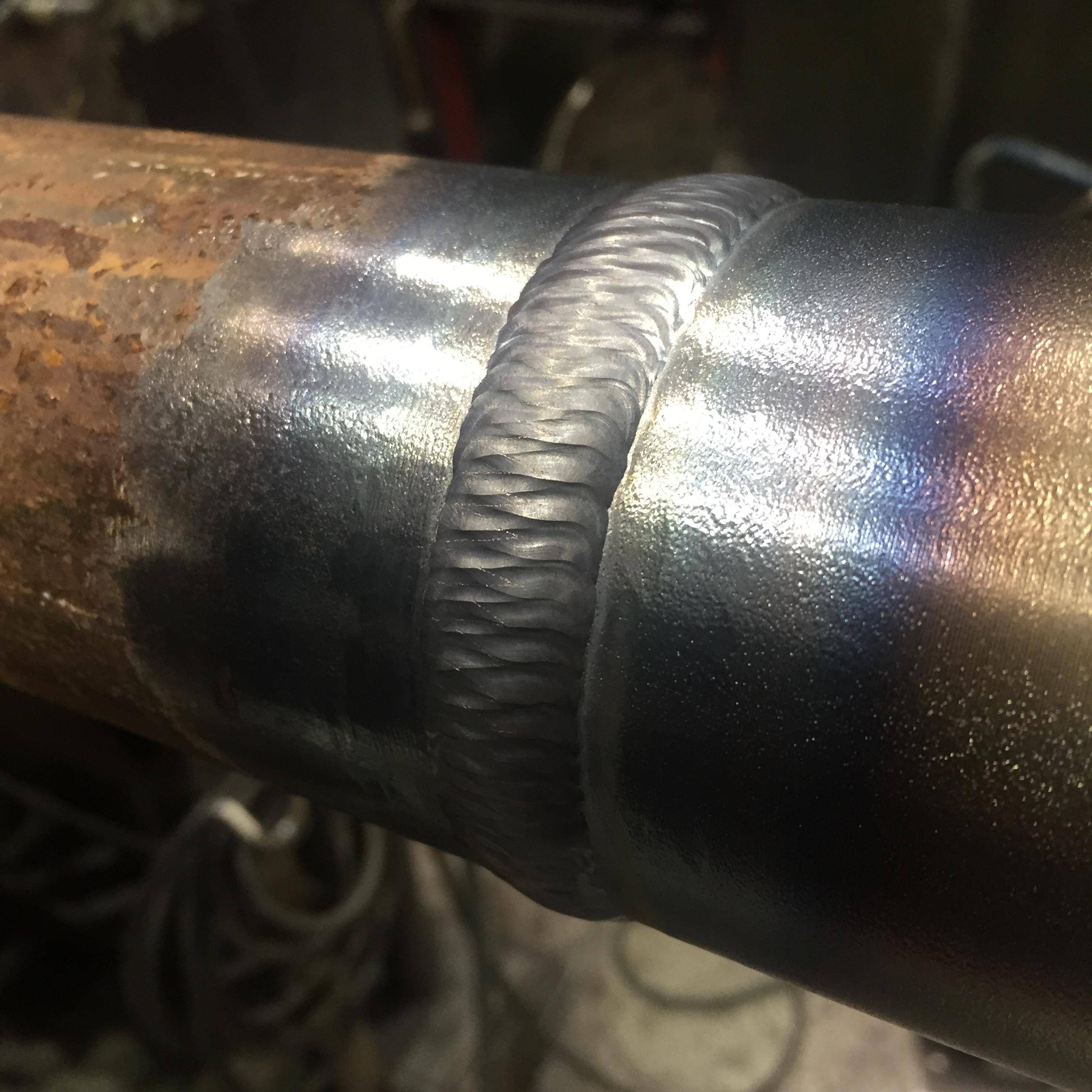
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
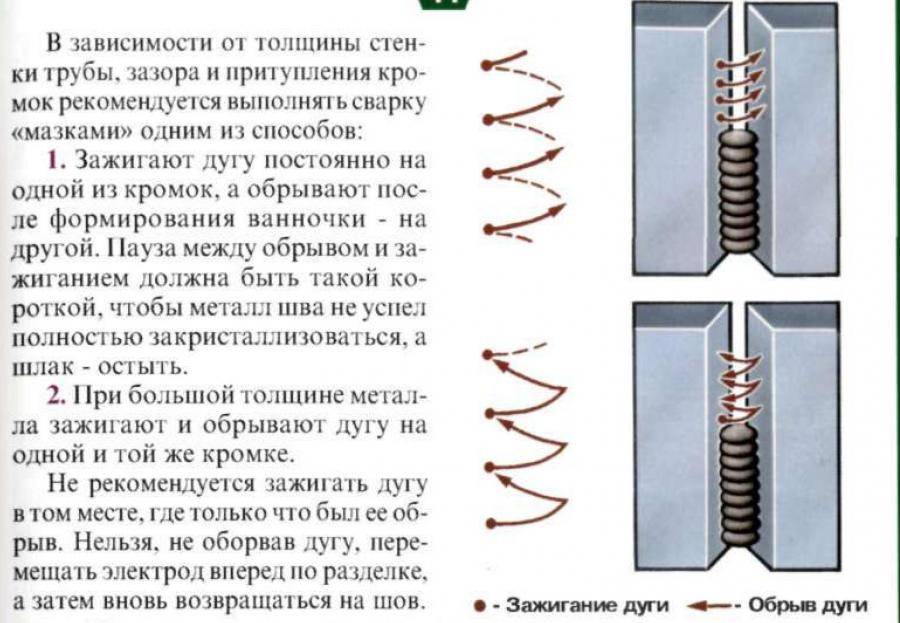
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.








Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.

Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
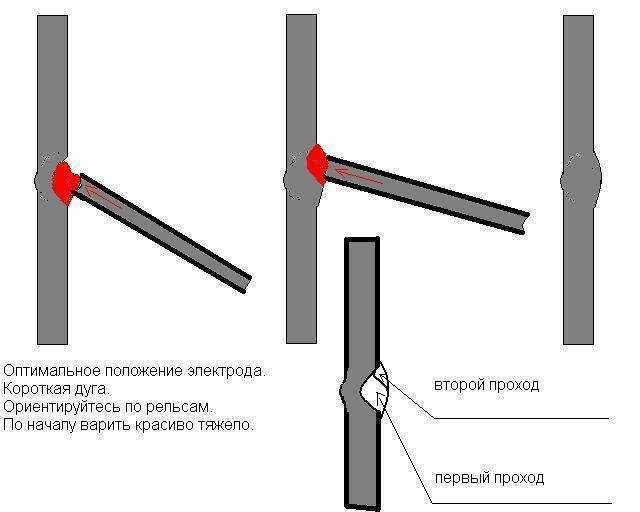
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.




При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Подвод воды
Прежде чем приступить непосредственно к электросварке вы должны подготовить схему будущего водоснабжения, с расположением всей коммуникации. Подобная планировка позволит сделать разводку оптимальной и хорошо подготовиться для качественного соединения труб при помощи сварочного аппарата.
Что обязательно надо соблюсти.
- Стояк горячей воды идет справа, холодной – слева (при вертикальном расположении). В горизонтальном положении трубы идут параллельно – труба горячей воды идет над холодной.
- Обязательно должен быть небольшой уклон, который в случае необходимости позволит удалить воду из труб. Уклон направляется к стояку или водозаборной точке.
- Должно соблюдаться расстояние между стояками, и трубами и стеной.

Защита при сварочных работах
Сварка газовой трубы газосваркой
Как и в любом сварочном процессе в первую очередь сами трубы необходимо подготовить. Очень важный момент заключается в том, чтобы не пропустить дефекты торцов соединяемых встык газовых труб. Они могут не совпадать между собой по размерам и форме отверстия. Особенно это касается формы. Она может быть не круглой, а овальной, что создаст трудности не только со свариванием, но с точной стыковкой.
Варить газовые трубы с тонкой стенкой можно и без формирования кромки, но лучше с ними. Потому что сварочная ванна, образованная ими дает полное и качественное заполнения зазора. Обязательно кромки обрабатываются до металлического блеска, то есть, удаляется ржавчина, грязь, следы других материалов. Если на участке сваривания присутствуют жировые и масляные пятна, то из также придется удалить, хотя бы растворителем. Эти меры действенны, именно они влияют на качество сварочного шва.
Следующий подготовительный этап – это выбор присадочной проволоки. Здесь все просто – она должна быть изготовлена из того же сырьевого материала, что и сам газовый трубопровод.
Все готово, можно переходить к сварке. Горелка подносится к сварочной ванне под наклоном, сюда же подается и присадочная проволока
Важно сначала хорошо прогреть торцы двух соединяющихся труб до красного состояния. После чего в ванну вводится проволока, которая под действием высоких температур расплавляется, и ее металл заполняет зазор между кромками
Необходимо отметить, что при этой технологии не происходит соединение металлов труб и проволоки на межкристаллических связях. Поэтому такое соединение не является высокопрочным. Хотя для труб газоснабжения под небольшим давлением этого будет достаточно.
- Если для сварки газовых труб используется ацетилен, то сварочный шов можно сделать за один проход.
- Температура горения этого газа очень высокая, и ее достаточно, чтобы хорошо нагреть кромки и быстро расплавить присадочную проволоку в большом объеме.
- Начало и конец шва надо обязательно соединить внахлест.
Нередко встречаются ситуации, когда место расположения сварочного стыка находится в неудобном месте (к примеру, около стены). Поэтому всегда присутствует вероятность, что он будет некачественно проварен. Если это трубы большого диаметра, то можно сваривать их снаружи и изнутри. Для того чтобы произвести сварку изнутри, надо будет сделать недалеко от стыка отверстие, чтобы в него поместилась рука с проволокой и горелкой, и провести сваривание по внутреннему диаметру.
Кстати, нужно сказать, что некоторые сварщики с высокой квалификацией прекрасно варят газовые трубы электросваркой. Благо для этого есть инверторы. Поэтому на вопрос, а можно ли варить трубы с тонкой стенкой электродуговой сваркой, можно ответить положительно.





