

Спаивание труб
Рассмотрим соединение труб методом спаивания:
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя
Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки

Дальнейшие действия процесса спаивания:
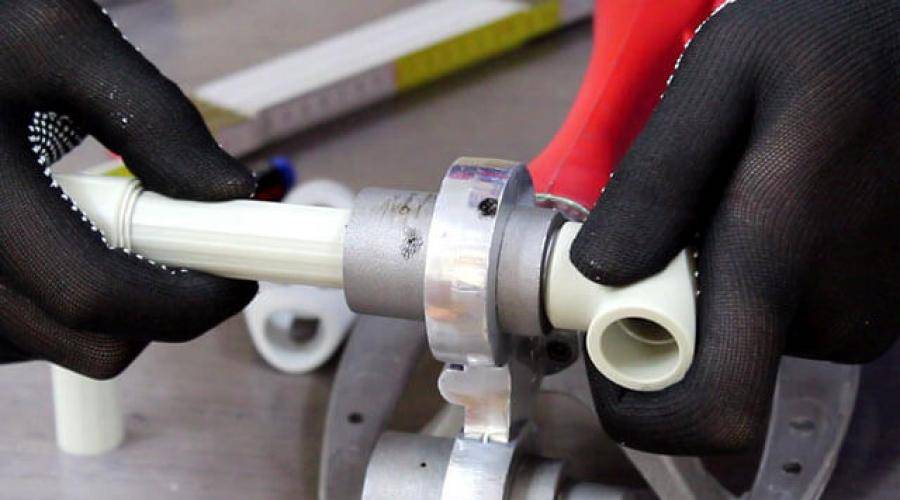
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм — 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 15.35%
Кирпичный дом 8.88%
Бревенчатый дом 5.55%
Дом из газобетонных блоков 17.4%
Каркасный дом 37.75%
Дом из пеноблоков 15.07%
Проголосовало: 3603
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Как правильно паять полипропиленовые трубы
Итак, разобравшись в доступных методах, большинство мастеров останавливаются на пайке ручным прибором. Рассмотрим более подробно тонкости монтажа. Что понадобится приобрести.
Инструменты и материалы

- Паяльник. Его мощность подбирается по диаметру трубопровода (диаметр умножается на 10). Так, для 32 мм, понадобится прибор 320 Вт.
- Для труб до 40 мм подойдёт ручной паяльник. Свыше 40 мм, лучше использовать приборы с центрирующими приспособлениями.
- Комплект насадок. Это нагревательные элементы с тефлоновым покрытием различных диаметров от 16 до 40 мм (ручной прибор).
- Ключи для закрепления насадок.
- Трубный роликовый резак.
- Нож для удаления зазубрин.
- Маркер.
- Рулетка.
- Спирт или ацетон для предварительного обезжиривания.
- Кусочек брезента или деревянный скребок для очищения насадок.
Таблица параметров и времени сварки
Это справочная таблица времени, на которое нужно фиксировать элементы для нагрева и остывания после пайки. Нужно знать, что на время схватывания может повлиять температура вокруг (в таблице приведены данные для температуры +20 °С).
При какой температуре паять полипропиленовые трубы? Работать с ПП на холоде нельзя. Даже если монтаж производится зимой в неотапливаемом помещении, необходимо позаботиться о том, чтобы создать зону тепла на месте работы (тепловая пушка или инфракрасный обогреватель справятся с задачей).
Таблица технических параметров пайки ПП для 260 °С
| Диаметр трубы наружный (мм). | Глубина посадки (мм.) | Время нагревания (сек.) | Время фиксирования (сек.) | Время полного остывания (мин.) |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 – 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 4 – 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 6 – 8 | 5 – 6 |
Постепенно вырабатывается навык, или чутьё на то, сколько выдерживать нагрев. Чтобы потренироваться, советуется вместе с комплектом «чистового» трубопровода приобрести обрезки полипропилена, которые обычно уценяют.
Пошаговая инструкция
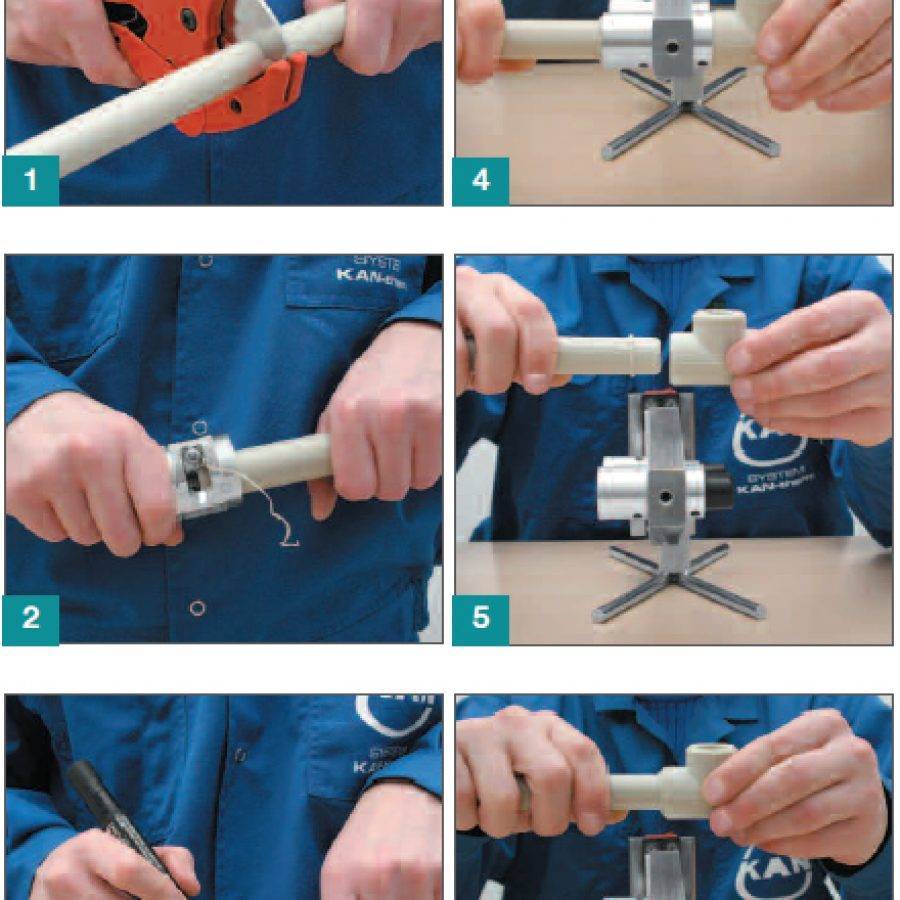
Итак, рассмотрим, как осуществляется пайка труб из полипропилена:
- Составляется схема, детали обрезаются, подбирается труба и фитинг, чтобы они плотно входили друг в друга без люфта.
- Помечается глубина входа (маркером) так, чтобы оставался зазор в 1 мм (не более!)
- Подбирается пара насадок, проверяется свободное вхождение в них трубных элементов. Тефлон обезжиривается, насадки закрепляются в паяльнике.
- Обезжириваются поверхности трубы и фитинга.
- Паяльник устанавливается на ровной поверхности, включается в сеть.
- По таблице определяется, сколько секунд будет идти нагрев и фиксация.
- На термостате выставляется необходимая температура (260°С).
- После того, как термостат приостановит нагрев паяльника, можно вставлять ПП элементы в насадки: сначала фитинг (он толще, греется чуть дольше), затем трубу.
- Извлекаются сначала труба, затем фитинг и детали вставляются одна в одну до маркерных пометок. Делать это нужно плавно, крутить элементы нельзя! Также не нужно слишком сильно давить, иначе могут появиться валики пластика, которые будут препятствовать нормальной циркуляции.
- Выдерживаются положенные секунды (из таблицы «Время фиксирования»). Затем детали оставляются в покое на минуты, указанные в таблице, как «Время полного остывания».
- Пока тефлоновые поверхности насадок не остыли, их тщательно протирают брезентом или деревянным скребком, очищая от остатков полипропилена. Делать это нужно после каждой пайки!
Пользоваться трубопроводом можно будет через час после проведения пайки последнего элемента.
В случае неудачи, бракованный участок вырезается, и пайка производится повторно на чистой поверхности.

Диффузионный метод пайки
Качество швов зависит от того, насколько Вам удобно работать. Поэтому как можно больше деталей нужно сваривать на подставке. Когда же дело дойдёт до элементов, которые придётся паять на месте размещения трубопровода, пригодится помощь напарника. А насадки для этих работ удобнее размещать на крайней позиции аппарата.
Пайка отопления полипропиленовыми трубами: основные правила
 Соединение труб
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут; Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно; Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом. Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
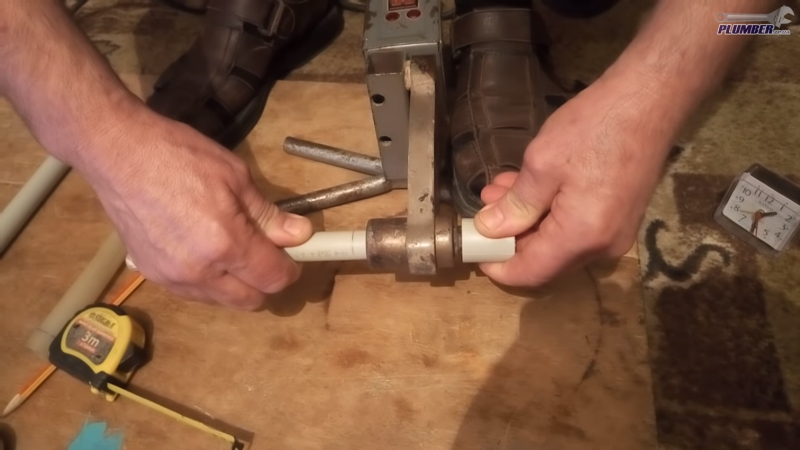
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами. Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева
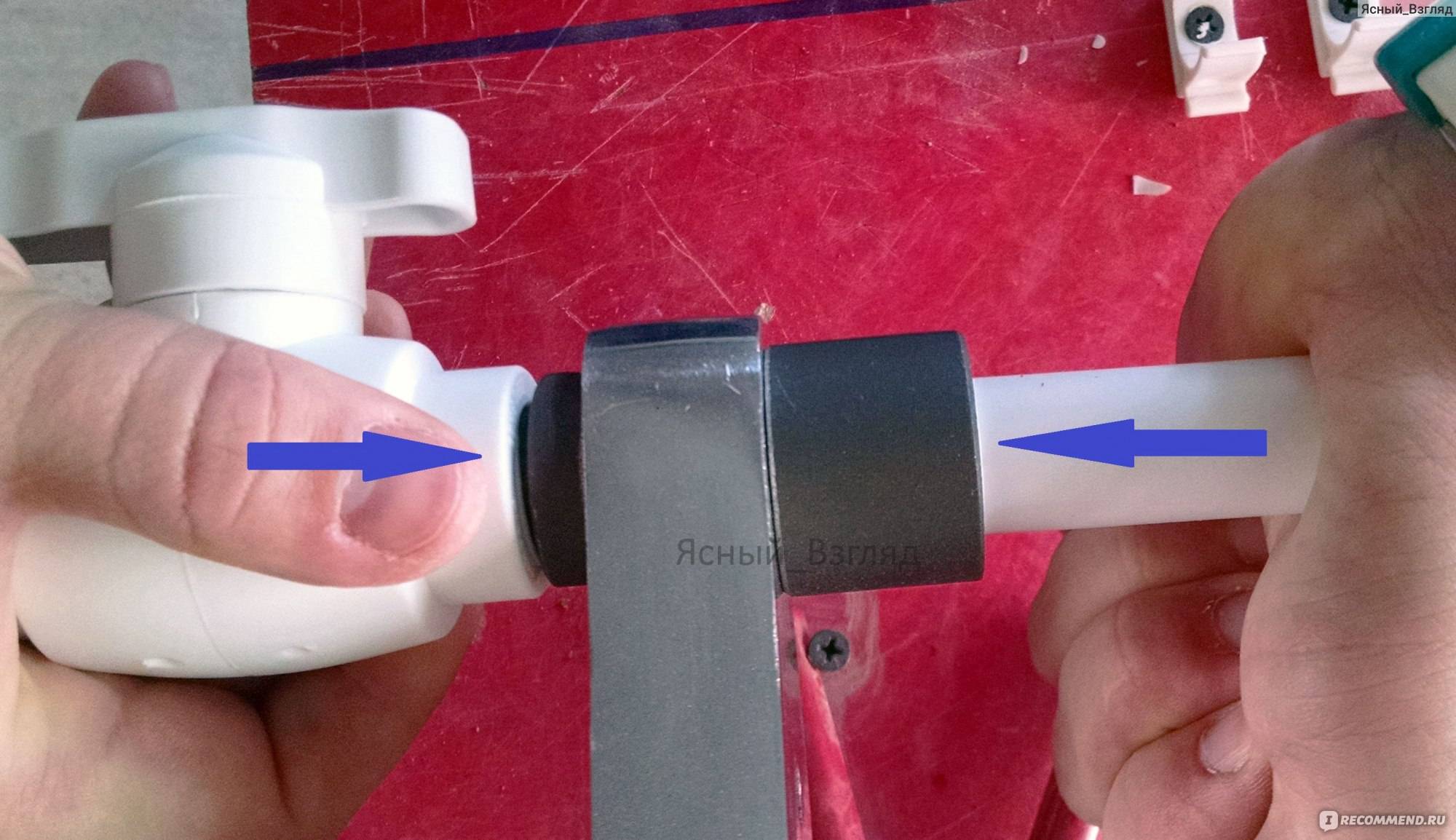
Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом



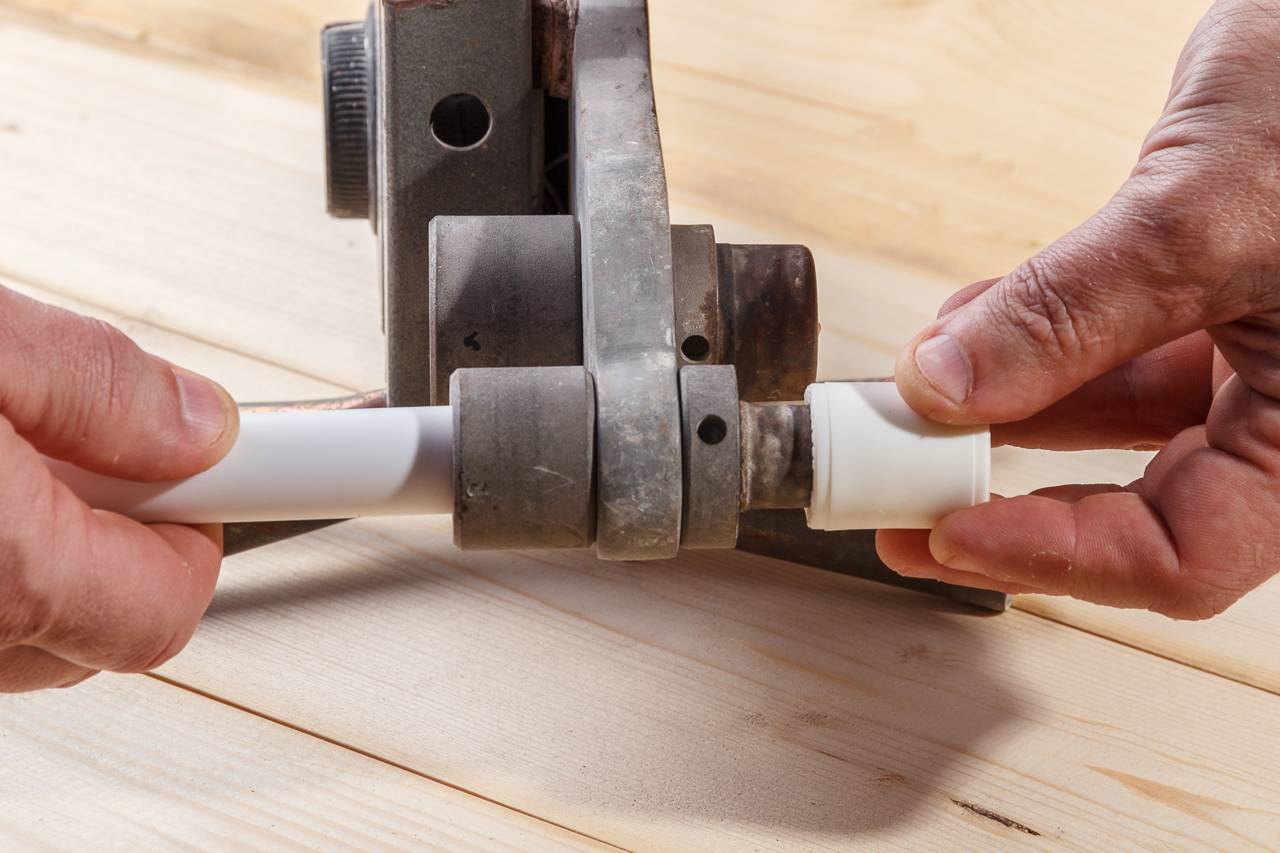




Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения
Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Это интересно: Столешница для ванной комнаты под раковину: виды, выбор, установка
Выбор паяльника
Паяльник есть основным инструментом для работы. Опытное устройство в большинстве случаев дорогостоящее, но его возможно снять в аренду.
Паяльник для домашнего применения имеет кое-какие ограничения в конфигурации, но имеет приемлемую цена.
При выборе паяльника обращайте внимание на его мощность. Так, для сваривания пластиковых труб с диаметром от 1,6 см до 6,3 см подойдет оборудование с мощностью 1,2 кВт
Более замечательный прибор (от 1,2 кВт и выше) используется при опытных строительных работах.
Для осуществления работы используются особые насадки для паяльника. Они снабжают равномерное нагревание прибора. Для улучшения качества работы и увеличения срока эксплуатации на поверхность насадок наносится особое антипригарное покрытие. В стандартной комплектации предоставляется шесть насадок с разными диаметрами.
Совет на технологию применения насадок. Наиболее эргономичной считается возможность одновременного применения сходу трех элементов. Это разрешит существенно сократить время работы. Паяльник, комплектация которого подразумевает одновременное применение лишь одной насадки, при ее смене должен сперва вернуть исходную температуру. Лишь позже возможно использовать насадку другого диаметра.
В конструкции паяльника должна быть реализована функция контроля температуры нагрева. Современные паяльники имеют электронное управление, что разрешает регулировать температуру с большой точностью. В случае если ваш паяльник не имеет функции контроля температуры, нужно купить особый термометр.
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.





Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали
Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам
Cварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Армированная полипропиленовая труба — как паять?
Армированные трубы обладают улучшенными свойствами и наиболее часто применяются для отопления. Бывают:
- Стекловолоконные.
- Алюминиевые.
Монтаж первых ничем не отличатся от обычных труб (см. инструкцию выше), посему эти трубы можно назвать лучшим вариантом.
Однако алюминиевое армирование имеет свои особенности. Слой алюминия ни в коем случае не должен контактировать с жидкостью, иначе он разрушается, а смысл приобретения более дорогих труб, теряется. Небольшие перекосы внутри, на месте стыка можно не увидеть глазом, но именно они могут стать слабым местом системы и пропустить воду к металлу.
Чтобы этого не случилось, армированный слой зачищается (делать это обязательно нужно как у труб с поверхностным слоем фольги, так и с серединным слоем алюминия).
Для снятия слоя понадобится небольшое приспособление – шейвер (обычно не входит в комплект паяльника).
Конец, который нужно зачистить, вставляется в шейвер, и прокручивается точно так же, как очиняется карандаш.
Затем деталь помещается в паяльник и всё делается как в случае неармированной ПП.
Если делаете всё сами, не пренебрегайте зачисткой алюминиевого слоя! Но если монтаж выполняют наёмные рабочие, проследить, соблюдалась ли ими инструкция сложно (ведь без зачистки трубы всё равно спаяются). Чтобы не переживать о «человеческом факторе», лучше приобрести стекловолоконные армированные трубы!
Вот в принципе и всё, что нужно знать о пайке полипропилена. Главное не торопиться, не забывать очищать насадки и избегать перекосов. Производители говорят, что такие швы прослужат четверть века.
Сварочные аппараты для ПП-труб
Ввиду того, что все трубные соединения из ПП-материала выполняются методом сварки, для их соединения потребуется специально предназначенный сварочный аппарат. Общеприменимые варианты для таких сварочных работ:
- С нагревателем, имеющим круглое поперечное сечение;
- аппарат, снабженным плоским нагревательным элементом.
Последнюю модель в быту называют «утюгом» вследствие определенного внешнего сходства с популярным домашним устройством. Различные сварные аппараты, по сути, не имеют принципиальных различий, только внешние конструкционные. В первом варианте трубные тефлоновые насадки надеваются и закрепляются к нагревательному элементу в форме хомутов, а во втором — прикручиваются к греющему элементу с обеих сторон.







Самая главная функциональная часть сварочного аппарата — нагреватель, может быть выполнен в виде различных конструкций и рассчитывается таким образом, чтобы возможно было устанавливать от 2-х до 3-х трубных насадок небольшого сечения. Это даёт возможность сэкономить достаточно времени, выполняя сварочные работы в сетях с трубами до 40 мм. Для бытовых целей специалисты рекомендуют иметь «утюг» тепловой мощностью до 1 кВт. Сварочное устройство с греющими элементами более 1 кВт относится к профессиональному оборудованию и стоит намного дороже.
Как пользоваться сваркой
Перед тем как паять полипропиленовые трубы, паяльник требуется разместить на прямолинейную плоскость. Далее прикрепляются насадки нужного сечения, которые затягивают специальными ключами, идущими в комплекте поставки. Вблизи к краю соединения обязана размещаться насадка, чтобы можно было сваривать конструкцию прямо на стенах. Все разрозненные части трубной системы удобнее будет выполнять на стационарном сварочном оборудовании, что по силам выполнить самостоятельно одному человеку. А комплектовать детали в общую трубопроводную линию на стене потребуется уже с ассистентом.
Профессионально пайку выполняют исключительно после полного прогрева агрегата до технологической температуры, приблизительно через 15 мин после подключения аппарата к сети. Паяльник не рекомендуется отключать от сети на протяжении всего процесса сварки. Два сборочных элемента нагревают синхронно. Пластик, который остается на поверхностях насадок, после снятия узлов удаляют брезентовым материалом, после каждой установки. Не разрешается производить очистку холодных насадок.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации; изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении; неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения; нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения. Правила, которые помогут предупредить появление ошибок:
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.





